

 English
English русский
русский¿Qué es una máquina cortadora de alambre CNC? Una máquina cortadora de alambre CNC e...
LEER MÁS
Cortadores utilizados en fresadoras verticales: guía completa
Contenido
- 1 Las fresas más comunes utilizadas en fresadoras verticales
- 2 Por qué la selección de cortadores es más importante en los centros de mecanizado verticales de lo que la gente cree
- 3 Fresas de extremo: la cortadora definitoria de los centros de mecanizado verticales
- 4 Fresas frontales y fresadoras de carcasa: cubriendo grandes superficies de manera eficiente
- 5 Cortadores especializados que se encuentran habitualmente en los centros de mecanizado verticales
- 6 Materialeses de corte: lo que realmente se ejecuta en los VMC modernos
- 7 Coincidencia de cortador con material en centros de mecanizado verticales
- 8 Sistemas de portaherramientas y su impacto en el rendimiento del cortador
- 9 Cómo influyen las especificaciones del centro de mecanizado vertical en la elección del cortador
- 10 Guía práctica de selección de cortadores para operaciones VMC comunes
- 11 Comprensión de la geometría del cortador: flautas, hélice y rastrillo
- 12 Estrategias de mecanizado de alta velocidad y sus requisitos de corte en VMC
- 13 Creación de una biblioteca de herramientas estándar eficaz para un VMC
Las fresas más comunes utilizadas en fresadoras verticales
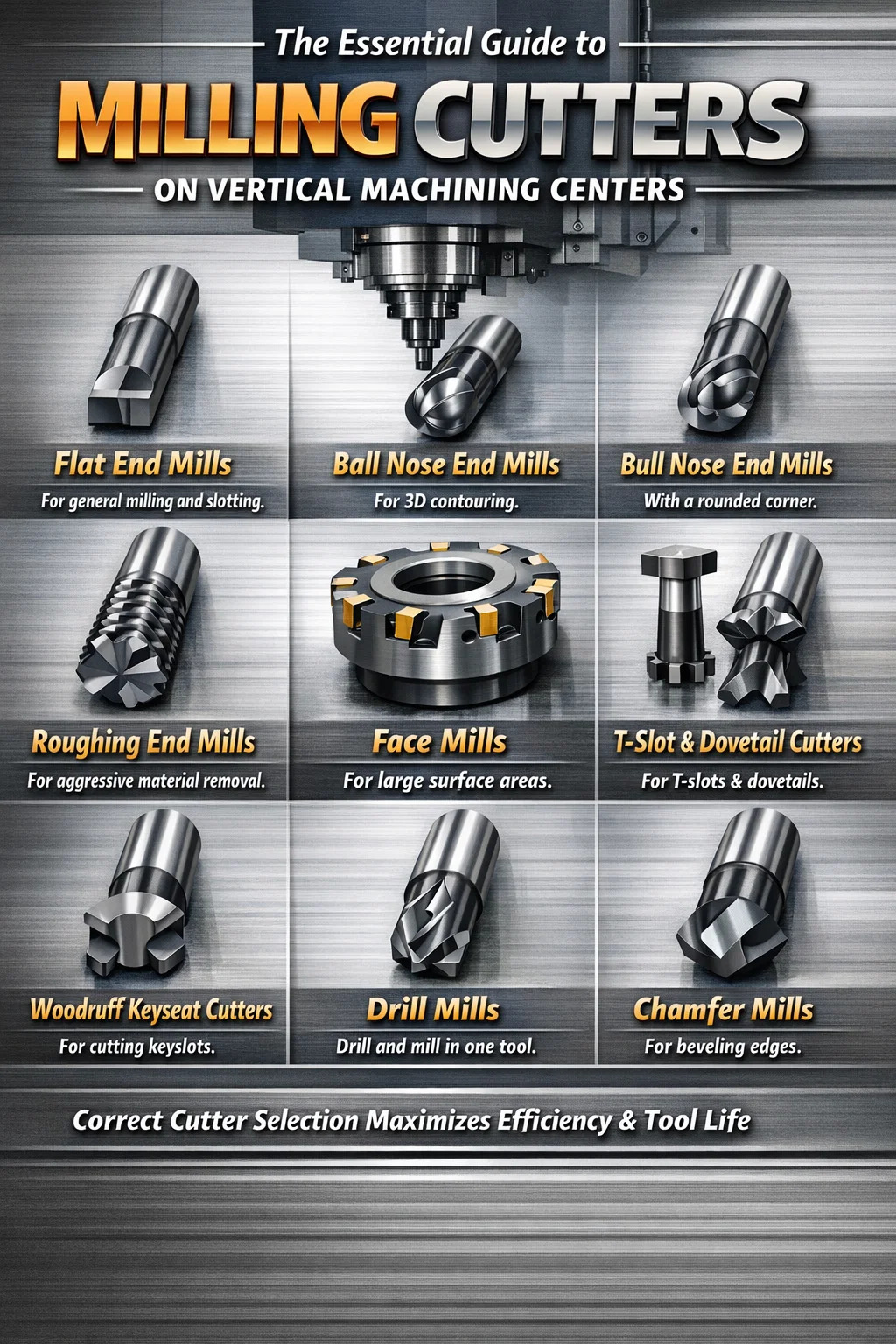
Las fresas más utilizadas en una fresadora vertical son fresas finales . Estas herramientas representan la mayoría de las operaciones de corte realizadas en centros de mecanizado vertical (VMC), manejando todo, desde fresado periférico y ranurado hasta perfilado, contorneado y fresado de cavidades. Su diseño, con bordes cortantes tanto en la punta como en los lados, los hace especialmente adecuados para la orientación vertical del husillo que define estas máquinas.
Dicho esto, las fresadoras verticales y las VMC emplean habitualmente una familia más amplia de fresas según la operación específica. Las fresas de planear dominan los trabajos de grandes superficies planas, mientras que las fresas de punta esférica manejan el contorno 3D. Las fresas de perforación, las cortadoras de ranura en T, las cortadoras de mosca y las cortadoras de cola de milano llenan nichos específicos. Comprender qué cortador pertenece a qué trabajo (y por qué) es fundamental para ejecutar un VMC de manera eficiente y producir piezas dimensionalmente precisas.
Esta guía desglosa el conjunto de herramientas completo utilizado en centros de mecanizado verticales , explica la geometría y la física detrás de cada tipo de cortador y proporciona los datos prácticos que necesita para tomar decisiones informadas sobre las herramientas.
Por qué la selección de cortadores es más importante en los centros de mecanizado verticales de lo que la gente cree
Un centro de mecanizado vertical posiciona su husillo perpendicular a la mesa de trabajo. La herramienta apunta hacia abajo y se mueve en los ejes X, Y y Z, a veces con ejes giratorios adicionales en VMC de 4 o 5 ejes. Esta geometría crea ciertas ventajas y limitaciones que influyen directamente en la elección del cortador.
Debido a que el husillo es vertical, las cortadoras deben manejar fuerzas axiales (empujando hacia abajo en la pieza de trabajo) y fuerzas radiales (empujando hacia los lados a medida que la herramienta se desplaza). Las fresas, por ejemplo, están optimizadas para gestionar ambas simultáneamente. Una máquina horizontal utiliza una geometría de corte completamente diferente: fresas laterales montadas en eje y fresas de carcasa que aprovechan la distribución de fuerza horizontal.
En un centro de mecanizado vertical, la cortadora incorrecta para el trabajo no solo causa un acabado superficial deficiente: puede romper herramientas, dañar husillos, desechar piezas de trabajo costosas y crear riesgos de seguridad. La rotura de herramientas por sí sola le cuesta al taller mecánico promedio entre el 5 % y el 15 % del presupuesto total de herramientas anualmente. , gran parte de esto se puede prevenir mediante la selección correcta del cortador.
Los VMC modernos también funcionan a velocidades de husillo mucho más altas que las fresadoras de rodilla más antiguas. Un centro de mecanizado vertical CNC puede hacer funcionar su husillo entre 10.000 y 30.000 RPM o más en configuraciones de mecanizado de alta velocidad. A estas velocidades, el equilibrio de la fresa, la geometría y el material se convierten en variables críticas que afectan tanto la vida útil de la herramienta como la calidad de la pieza.
Fresas de extremo: la cortadora definitoria de los centros de mecanizado verticales
Las fresas de mango son para los centros de mecanizado verticales lo que un cuchillo de chef es para la cocina: la herramienta que maneja la más amplia gama de trabajos y la que los operadores utilizan primero. Su versatilidad surge de su geometría: las ranuras helicoidales se envuelven alrededor del cuerpo de la herramienta y se extienden hasta la punta, proporcionando capacidad de corte tanto periférica como final.
Fresas de extremo plano (fresas de extremo cuadrado)
La fresa de extremo plano o cuadrado tiene una esquina de 90 grados en la punta y es la fresa más utilizada en el entorno VMC. Produce esquinas internas afiladas, pisos planos y paredes verticales limpias. Las aplicaciones comunes incluyen:
- Fresado de cajeras con suelo plano
- Fresado lateral y perfilado periférico.
- Corte de ranura completa y mecanizado de chaveteros
- Funciones de escuadrado y escalonamiento
- Fresado frontal en superficies más pequeñas cuando no hay disponible una fresa frontal
Las fresas de extremo plano están disponibles en configuraciones de 2 flautas, 3 flautas, 4 flautas, 5 flautas, 6 flautas y superiores. Se prefieren los diseños de 2 flautas para aluminio y materiales blandos. porque las gargantas de virutas más grandes limpian el material de manera eficiente. Los de 4 flautas y superiores son estándar para acero y materiales más duros. donde la carga de viruta por canal es menor pero el acabado superficial es mejor.
Las fresas de extremo plano de carburo en una configuración de 4 flautas son la herramienta de corte más surtida en la mayoría de los talleres que ejecutan centros de mecanizado verticales. Un taller típico mantendrá un rango de 1/8" (3 mm) a 1" (25 mm) como inventario estándar.
Fresas de punta esférica
Las fresas de punta esférica tienen una punta semiesférica en lugar de una cara plana. Esta geometría les permite mecanizar superficies esculpidas en 3D, radios y perfiles contorneados que las fresas de extremo plano no pueden producir. En centros de mecanizado verticales equipados con control CNC de 3 o 5 ejes, las fresas de punta esférica son esenciales para:
- Cavidades de moldes y matrices con curvatura compleja
- Componentes estructurales aeroespaciales con geometría de forma libre
- Superficies de implantes médicos que requieren un acabado liso
- Pasadas de acabado sobre superficies mecanizadas en 3D
- Combinación de radios entre superficies planas
El acabado superficial que se puede lograr con un molino de punta esférica depende en gran medida de la distancia de paso. Un paso del 10 % (10 % del diámetro de la herramienta entre cada pasada) produce una altura de festón aproximadamente 100 veces menor que un paso del 30 %. sobre la misma geometría. En la fabricación de moldes de alta gama, los pasos de acabado tan pequeños como del 2 al 5 % son estándar para las pasadas de acabado.
Fresas de punta de toro (radio de esquina)
Las fresas de punta redondeada combinan una capacidad de piso plano con un radio pequeño en la esquina en lugar de un borde afilado de 90 grados. El radio de la esquina, que normalmente oscila entre 0,010" y 0,125" (0,25 mm a 3 mm), aumenta drásticamente la vida útil de la herramienta en comparación con las fresas de extremo con esquinas afiladas. La esquina es el punto más vulnerable en una fresa de extremo plano; Agregar incluso un radio pequeño distribuye las fuerzas de corte sobre una longitud de borde más larga.
Comúnmente se reportan mejoras en la vida útil de la herramienta del 200 % al 400 % en comparación con las fresas de extremo con esquinas afiladas. al cambiar a herramientas de radio de esquina en mecanizado de acero e inoxidable. Muchos talleres VMC de alta producción han estandarizado las fresas de punta redondeada para la mayoría de los trabajos de desbaste y semiacabado, reservando herramientas con esquinas afiladas solo cuando la geometría de la pieza exige una verdadera esquina interna de 90 grados.
Fresas de desbaste (Molinos de mazorcas de maíz)
Las fresas de desbaste cuentan con un filo dentado u ondulado que rompe la viruta en segmentos más pequeños. Esto reduce las fuerzas de corte, permite velocidades de avance más altas y genera menos calor que una fresa estándar con una profundidad de corte equivalente. La desventaja es un acabado superficial rugoso: estas herramientas sirven exclusivamente para la eliminación de material, no para la precisión dimensional o la calidad de la superficie.
En un centro de mecanizado vertical que elimina grandes volúmenes de material de palanquillas de acero, una fresa de desbaste puede tomar Cortes de ancho completo a profundidades de corte iguales al diámetro de la herramienta. — algo que una fresa estándar no puede soportar sin una deflexión extrema de la herramienta y una posible rotura. Después del desbaste, las fresas de acabado llevan la pieza a las dimensiones finales.
Fresas frontales y fresadoras de carcasa: cubriendo grandes superficies de manera eficiente
Cuando un VMC necesita mecanizar una superficie grande y plana (refrentar un tocho, escuadrar un bloque o preparar una superficie de referencia), las fresas frontales son la herramienta más eficiente para el trabajo. Una fresa frontal es un cuerpo de fresa de gran diámetro que acepta múltiples insertos de carburo indexables alrededor de su periferia. Los insertos realizan el corte y, cuando se desgastan, simplemente se giran o se reemplazan sin cambiar el cuerpo de la herramienta.
Las fresas frontales utilizadas en centros de mecanizado verticales suelen variar desde 2" a 8" (50 mm a 200 mm) de diámetro , aunque existen cuerpos más grandes para máquinas de husillo de gran diámetro. Una fresa frontal de 4" con 5 insertos que cortan a 500 SFM en acero dulce puede eliminar material a velocidades que una fresadora sólida necesitaría muchas pasadas para igualar.
Ángulo de avance y su efecto en el acabado de la superficie
Las fresas planeadoras vienen en diferentes configuraciones de ángulo de avance: 45 grados, 90 grados (hombro cuadrado) y alto avance (ángulo de avance bajo, a veces de 10 a 17 grados). El ángulo de avance afecta cómo el inserto hace contacto con el material:
- Avance de 45 grados: Fresa frontal de uso general más común. Distribuye las fuerzas de corte axiales y radiales de manera uniforme. Buen acabado superficial y moderado efecto de adelgazamiento de viruta.
- 90 grados (hombro cuadrado): Permite mecanizar paredes verticales y suelos planos simultáneamente. Crea verdaderos hombros de 90 grados. Fuerzas radiales más altas que los tipos de 45 grados.
- Alto avance/ángulo de avance bajo: Diseñado para velocidades máximas de alimentación a poca profundidad. El bajo ángulo de avance dirige las fuerzas de corte axialmente hacia el husillo, lo que reduce la deflexión. Extremadamente eficaz en VMC con configuraciones menos rígidas.
Fresas de concha versus fresas frontales
Las fresas de concha son un tipo de cortador relacionado que se monta en un eje en lugar de directamente en el cono del husillo. Se utilizan con mayor frecuencia en fresadoras verticales de rodilla y máquinas manuales más antiguas. En los modernos centros de mecanizado vertical CNC con CAT40, BT40, HSK63 o sistemas de portaherramientas similares, las fresas frontales con adaptadores o vástagos integrales son mucho más comunes que las fresas de carcasa. La distinción es importante principalmente cuando se obtienen herramientas para equipos más antiguos.
Cortadores especializados que se encuentran habitualmente en los centros de mecanizado verticales
Más allá de las fresas de mango y planeado, los centros de mecanizado vertical utilizan regularmente una colección de cortadores especializados para características específicas que las herramientas de uso general no pueden producir de manera eficiente o en absoluto.
Cortadores de ranura en T
Los cortadores de ranuras en T tienen un cuello estrecho y un cabezal de corte más ancho, diseñados para mecanizar el corte horizontal que forma la parte inferior de una ranura en T. Estas características aparecen en mesas de máquinas, placas de fijación y componentes mecánicos donde las tuercas o pernos en T deben deslizarse y bloquearse. El cortador entra a través de una ranura ya cortada por una fresa y luego se sumerge lateralmente para ensanchar la base.
Las fresas para ranuras en T son muy sensibles a la evacuación de virutas. El reducido espacio de corte atrapa las virutas fácilmente y volver a cortar las virutas es la causa principal de rotura del cortador con ranura en T. Son esenciales velocidades de avance bajas, alta velocidad del husillo y abundante refrigerante. al utilizar estas herramientas en un VMC.
Cortadores de cola de milano
Los cortadores de cola de milano producen cortes en ángulo para correderas de cola de milano, funciones de sujeción de cola de milano y ciertos diseños de fijaciones. Disponibles principalmente en ángulos de 45 grados y 60 grados, estos cortadores también ingresan a través de una ranura premecanizada. Al igual que las fresas para ranuras en T, la eliminación de virutas es el principal desafío operativo. Los cortadores de cola de milano de carburo ofrecen un rendimiento significativamente mejor que las versiones de acero de alta velocidad en materiales endurecidos.
Cortadores de asiento de llave Woodruff
Los cortadores de chavetero Woodruff mecanizan las ranuras semicirculares que aceptan chavetas Woodruff (media luna) en ejes y orificios. En un centro de mecanizado vertical, estos cortadores funcionan hundiéndose en el costado de un eje sostenido en un tornillo de banco o dispositivo giratorio. El cortador tiene un tamaño que coincide con las dimensiones estándar de la llave de aspa; los tamaños están estandarizados en sistemas métricos y en pulgadas, desde el n.º 204 (1/16" de ancho, 1/2" de diámetro) hasta tamaños mucho más grandes.
Molinos de perforación
Las fresas de perforación combinan la funcionalidad de fresado y taladro en una sola herramienta, con un centro puntiagudo que permite la perforación por inmersión y el fresado periférico. Son útiles para iniciar cajeras sin un orificio de entrada pretaladrado y para achaflanar los bordes de los orificios. Sin embargo, no reemplazan ni a las brocas dedicadas (que son más rápidas para hacer agujeros) ni a las fresas (que son más efectivas para el corte lateral). Su valor radica en reducir los cambios de herramientas en operaciones donde se necesitan ambas capacidades en la misma ubicación.
Cortadores de moscas
Un cortador de moscas es una herramienta de un solo punto montada en un cuerpo giratorio. Una broca de corte de HSS o carburo sobresale del cuerpo y dibuja un gran arco. Las cortadoras de mosca son económicas y capaces de producir acabados superficiales extremadamente finos en superficies planas (a menudo mejores que las fresas de planear con múltiples insertos), pero deben funcionar a velocidades de avance muy bajas debido al punto de corte único. Son más comunes en las fresadoras de rodilla verticales manuales que en las VMC CNC, donde las fresas de planear son más rápidas y repetibles.
Molinos de chaflán
Las fresas de chaflán crean cortes en ángulo (chaflanes) en bordes y agujeros. En un VMC, están programados para desplazarse alrededor de los perfiles de las piezas, rompiendo bordes afilados que de otro modo serían peligrosos y dimensionalmente propensos a sufrir rebabas. La mayoría de las fresas de chaflán están disponibles en versiones de ángulo incluido de 60 grados, 82 grados, 90 grados y 120 grados. Una pasada de chaflán correctamente programada al final de un ciclo VMC elimina por completo el desbarbado manual en muchas piezas. , ahorrando mucho tiempo de mano de obra en entornos de producción.
Molinos de hilo
Las fresas de roscas se utilizan en centros de mecanizado verticales CNC para cortar roscas internas y externas moviéndose en una trayectoria helicoidal. A diferencia de los machos (que también funcionan con VMC), las fresadoras de roscas pueden producir cualquier paso de rosca dentro de un rango de diámetro, manejar roscas en materiales duros donde los machos tienden a romperse y producir roscas en orificios ciegos sin los problemas de inversión del roscado. En titanio y aceros endurecidos por encima de 45 HRC, el fresado de roscas suele ser el único método práctico de roscado. .
Materialeses de corte: lo que realmente se ejecuta en los VMC modernos
El material del que está hecha una fresa tiene tanta influencia en el rendimiento como su geometría. Los centros de mecanizado vertical han evolucionado junto con los materiales de las herramientas de corte, y las herramientas que funcionan con los VMC de alta velocidad actuales se parecen poco a lo que era estándar hace 30 años.
| Material | Dureza (HRC) | Resistencia máxima a la temperatura | Aplicación primaria | Costo relativo |
|---|---|---|---|---|
| Acero de alta velocidad (HSS) | 62–67 | ~600°C | Molinos manuales de bajo volumen, materiales blandos | Bajo |
| Cobalto HSS (M42) | 66–70 | ~650°C | Acero inoxidable, aleaciones más duras a velocidades más bajas. | Bajo–Medium |
| Carburo sólido | 70–75 | ~900°C | CNC VMC, todos los materiales, altas velocidades | Medio-alto |
| Recubrimiento de carburo TiAlN | 70–75 (sustrato) | ~1100°C (recubrimiento) | Acero, acero inoxidable y hierro fundido en VMC | Alto |
| PCD (Diamante policristalino) | ~9000 voltios | ~700°C | Aluminio compuesto no ferroso con alto contenido de silicio | muy alto |
| CBN (nitruro de boro cúbico) | ~4500 voltios | ~1400°C | Acero templado, superaleaciones. | muy alto |
Las fresas de metal duro dominan el entorno VMC por una buena razón. Su combinación de dureza, resistencia al calor y rigidez (el carburo es aproximadamente tres veces más rígido que el acero) les permite funcionar a velocidades de corte de 3 a 5 veces más altas que los equivalentes de HSS. En un entorno de producción VMC donde el tiempo del husillo es el recurso limitante, esta ventaja de velocidad se traduce directamente en producción y rentabilidad.
Los recubrimientos prolongan significativamente la vida útil de las herramientas de carburo. TiAlN (nitruro de titanio y aluminio) es el recubrimiento más utilizado en el mecanizado de acero y acero inoxidable en VMC porque forma una capa de óxido de aluminio a temperaturas de corte, actuando como una barrera térmica. AlTiN (variante con alto contenido de aluminio) va aún más lejos. Los recubrimientos de ZrN y TiB2 se prefieren para materiales no ferrosos como el aluminio y el cobre, donde el TiAlN puede provocar la adhesión del material.
Coincidencia de cortador con material en centros de mecanizado verticales
El material de la pieza de trabajo es la variable principal que determina no solo el material y el recubrimiento del cortador, sino también la geometría, específicamente el ángulo de la hélice, el ángulo de inclinación, el número de canales y la preparación del borde. Acertar con esta combinación es la diferencia entre una cortadora que dura 200 horas y una que falla en los primeros 20 minutos.
Aluminio y aleaciones no ferrosas
El aluminio es el material más comúnmente mecanizado en VMC en la industria aeroespacial, automotriz y de fabricación general. Es blando y gomoso, lo que crea sus propios desafíos: el aluminio tiende a soldarse a los bordes cortantes (borde reconstruido), lo que provoca un acabado deficiente y fallas en la herramienta. La receta para el aluminio en un VMC:
- Fresas de extremo de 2 o 3 flautas para una máxima eliminación de virutas
- Ángulo de hélice alto (45 grados o más) para tirar las virutas hacia arriba y fuera del corte.
- Carburo pulido sin revestimiento o carburo con revestimiento de ZrN/TiB2
- Altas velocidades de husillo — El aluminio se puede cortar a entre 1000 y 3000 SFM. en el equipo VMC adecuado
- Inundación de refrigerante o chorro de aire para evacuar las virutas
Aceros al carbono y aleados
El acero es el material común más exigente para las herramientas VMC. La dureza, la tendencia al endurecimiento por trabajo y la abrasividad varían ampliamente dentro de la familia del acero. Pautas generales:
- Fresas de mango de carburo de 4 flautas y superiores con revestimiento de TiAlN o AlTiN
- Hélice de 30 a 38 grados para la mayoría de los aceros
- Fresas de planear de carburo indexables para superficies
- Las velocidades de corte normalmente 300–800 pies cuadrados por minuto dependiendo de la dureza
- Refrigerante por inundación con buena presión para la evacuación de virutas en las bolsas
Acero inoxidable
Los aceros inoxidables austeníticos (304, 316) se endurecen rápidamente durante el mecanizado. Cualquier pausa en el corte permite que el material se endurezca donde descansa la herramienta, lo que provoca una falla de la herramienta al reiniciar. Los programas VMC para acero inoxidable deben mantener la herramienta en movimiento continuo. Utilice geometrías de filo afiladas y de corte libre, reduzca la velocidad de avance al ingresar al corte y mantenga una carga de viruta constante. La velocidad de corte debe permanecer por debajo de 400 SFM en la mayoría de los grados de acero inoxidable. para controlar el endurecimiento por trabajo.
Titanio y superaleaciones
Las superaleaciones a base de titanio y níquel (Inconel, Hastelloy, Waspaloy) se encuentran entre los materiales más difíciles de mecanizar en VMC. Se utilizan ampliamente en aplicaciones aeroespaciales y médicas, razón por la cual los centros de mecanizado vertical de 5 ejes son comunes en esas industrias. Requisitos clave de herramientas:
- Calidad de carburo de primera calidad con sustrato de grano fino para mayor resistencia en los bordes
- Recubrimiento AlTiN o TiAlN optimizado para aplicaciones de alta temperatura
- Velocidades de corte bajas — titanio típicamente 100–250 SFM; Inconel 718 tan bajo como 50-120 SFM
- Refrigerante de alta presión a través del husillo para gestionar el calor en la zona de corte.
- Estrategias de fresado trocoidal para mantener un compromiso radial bajo y una carga de viruta constante
Sistemas de portaherramientas y su impacto en el rendimiento del cortador
Un cortador sólo funciona tan bien como lo permite su soporte. En los centros de mecanizado verticales, el portaherramientas conecta la cortadora al husillo de la máquina y afecta directamente el descentramiento, la rigidez, la amortiguación de vibraciones y, en última instancia, el acabado de la superficie y la vida útil de la herramienta. Esta es un área en la que muchos talleres invierten poco en comparación con el dinero que gastan en herramientas de corte de primera calidad.
Portabrocas (Serie ER)
Los portapinzas ER son el sistema de sujeción de herramientas más utilizado en los VMC. ER11, ER16, ER20, ER25, ER32 y ER40 son los tamaños de pinza estándar y cada uno se adapta a una variedad de diámetros de vástago. Las pinzas ER proporcionan un descentramiento razonable (normalmente 0,0005" a 0,002" TIR en la punta de la pinza dependiendo de la calidad) y buena versatilidad ya que un cuerpo de mandril acepta muchos tamaños de vástago a través de diferentes pinzas.
La limitación de los mandriles ER es que su fuerza de sujeción es relativamente baja en comparación con los soportes hidráulicos o de ajuste por contracción, lo que los hace menos adecuados para pasadas de desbaste pesadas o fresas de mango de gran diámetro donde el riesgo de extracción es real.
Soportes de ajuste retráctil
Los portaherramientas de ajuste por contracción sujetan el vástago de la herramienta mediante interferencia térmica: el orificio del portaherramientas es ligeramente más pequeño que el diámetro del vástago y el portaherramientas se calienta para expandir el orificio para su inserción y luego se enfría para agarrarlo. El resultado es El descentramiento suele ser inferior a 0,0001" (2,5 micrones). y fuerza de sujeción extremadamente alta sin posibilidad de extracción. El ajuste por contracción es el método de sujeción preferido para aplicaciones VMC de alta velocidad, situaciones de herramientas de largo alcance y cualquier corte donde la precisión y el equilibrio sean críticos.
Mandriles hidráulicos
Los mandriles hidráulicos utilizan cámaras de aceite internas que se presurizan cuando se aprieta un tornillo de sujeción, expandiendo una fina funda de acero uniformemente alrededor del vástago de la herramienta. ellos ofrecen Amortiguación de vibraciones que los soportes de pinza y de ajuste por contracción no pueden igualar , lo que los hace excelentes para operaciones de acabado y mecanizado de paredes delgadas donde la vibración es una preocupación. El descentramiento es comparable al ajuste por contracción, normalmente por debajo de 0,0002".
Mandriles de fresado (mandriles de fresado)
Los mandriles de fresado (también llamados mandriles de fresado eléctricos o soportes planos Weldon para herramientas con vástagos planos) proporcionan un alto par de sujeción para fresas de mango de gran diámetro y cortes pesados. Son menos precisos en el descentramiento que las opciones hidráulicas o de ajuste por contracción, pero manejan fuerzas de corte extremas sin deslizamiento. Las pasadas de desbaste con fresas de acero de 1" de diámetro son una aplicación típica.
Cómo influyen las especificaciones del centro de mecanizado vertical en la elección del cortador
No todos los VMC son iguales y las especificaciones de la máquina establecen límites estrictos sobre qué cortadores pueden funcionar de manera efectiva. Seleccionar herramientas sin considerar las capacidades reales de la máquina conduce a un rendimiento deficiente y a un desgaste prematuro.
Rango de velocidad del husillo
Un VMC con una velocidad máxima de husillo de 8000 RPM no puede lograr la superficie necesaria para ejecutar fresas de mango de diámetro pequeño (menos de 1/4") en aluminio de manera efectiva. Una fresa de extremo de 1/8" de diámetro que corta aluminio a 1000 SFM requiere una velocidad del husillo de aproximadamente 30.500 rpm – mucho más allá de lo que pueden alcanzar muchos VMC estándar. Los centros de mecanizado vertical de alta velocidad con husillos de 20.000 a 40.000 RPM están diseñados específicamente para este trabajo. Al especificar herramientas para un VMC, calcule siempre si el SFM requerido para el material y el diámetro de la herramienta se puede lograr dentro del rango del husillo de la máquina.
Sistema de cambio de herramienta y cono de husillo
El cono del husillo determina qué vástagos de portaherramientas son compatibles. Los conos comunes en los centros de mecanizado verticales incluyen:
- CAT40 / CAT50: Más común en América del Norte. CAT40 para la mayoría de los VMC, CAT50 para máquinas más grandes. Diseño sencillo de brida en V.
- BT40/BT50: Estándar japonés, similar al CAT pero con tirador simétrico. Común en máquinas Fanuc y Mazak.
- HSK (A63, E63, A100): Cono corto hueco con contacto frontal. Rigidez y descentramiento superiores a altas velocidades. Estándar en VMC de alta velocidad. El contacto dual (cara cónica) lo hace más rígido que los sistemas de brida en V.
- Capto (C5, C6, C8): El sistema cónico poligonal de Sandvik. Excelente rigidez y repetibilidad para herramientas modulares.
Potencia y par del husillo
Las fresas planeadoras de gran diámetro requieren un par de torsión significativo del husillo. Una fresa frontal de 6" de diámetro con 8 insertos que cortan acero a velocidades de avance moderadas puede exigir 30 a 50 pies-libras de torsión en el husillo . Un VMC con una potencia de 15 HP puede producir ese torque en su rango de velocidad media, pero no a las RPM máximas donde la potencia es menor. Siempre verifique la curva potencia-par de la máquina con los requisitos de la cortadora antes de programar parámetros agresivos.
Rigidez y amortiguación de la máquina
Los VMC más grandes y pesados manejan las vibraciones mejor que los centros de mecanizado verticales compactos o de mesa más livianos. Un VMC tipo puente de 30 000 lb puede ejecutar fresas de planear y fresas de desbaste con parámetros que provocarían que una máquina tipo rodilla de 5000 lb vibre de manera inaceptable. El chatter no es sólo un problema de acabado: es un destructor de la vida útil de la herramienta. Reconocer cuándo la rigidez de la máquina es el factor limitante en comparación con los parámetros de corte requiere experiencia, pero las marcas de vibración en la superficie de la pieza de trabajo y el ruido audible de alta frecuencia son las señales obvias.
Guía práctica de selección de cortadores para operaciones VMC comunes
La siguiente tabla resume las opciones de cortador más prácticas para las operaciones realizadas con mayor frecuencia en centros de mecanizado verticales en materiales típicos.
| Operación | Aluminio | Acero (HRC <40) | Acero endurecido (>45 HRC) | Titanio / Inconel |
|---|---|---|---|---|
| Fresado frontal/superficial | Fresa frontal de PCD o carburo | Fresa frontal de carburo indexable (45°) | Insertos de CBN o molino de alto avance | Fresa de planear de carburo, baja velocidad |
| Desbaste de cajera | Fresa de carburo de 3 flautas | Fresa de desbaste o punta redondeada de 4 flautas | Carburo recubierto de 4 flautas, DOC ligero | Carburo premium de 4 flautas, trocoidal |
| Acabado de bolsillo | Fresa de carburo de 2 a 3 flautas | Fresa de carburo de 4 flautas, TiAlN | Fresa de carburo de 5 a 6 flautas | Carburo de primera calidad, desgaste mínimo |
| Acabado de contorno 3D | Nariz esférica, 2 flautas | Nariz esférica, 4 canales, recubierta de TiAlN | Punta esférica, calidad para fresado duro | Punta esférica, carburo premium |
| Hombro / Perfil | Fresa de carburo de 3 flautas | Punta de toro de carburo de 4 flautas | Fresa de carburo de 5 a 6 flautas | Carburo de 4 flautas, DOC axial bajo |
| biselado | Molino de chaflán de carburo | Molino de chaflán de carburo, TiAlN | Molino de chaflán de carburo, coated | Molino de chaflán de carburo |
| Enhebrado | Molino de hilo o grifo | Molino de roscas o grifo revestido | Molino de roscas (no se recomienda grifo) | Solo molino de hilo |
Comprensión de la geometría del cortador: flautas, hélice y rastrillo
La geometría de una fresa no es arbitraria: cada ángulo y dimensión está diseñado para controlar las fuerzas de corte, la formación de viruta, el calor y el acabado. Para los operadores y programadores que trabajan con centros de mecanizado verticales, comprender estas variables geométricas ayuda a explicar por qué una cortadora funciona y otra falla en la misma aplicación.
Número de flautas
Más flautas significan más filos cortantes que atacan el material por revolución, lo que generalmente produce un acabado más fino a unas RPM y velocidad de avance determinadas. Sin embargo, más ranuras también significan gargantas de virutas más pequeñas: menos espacio para sacar las virutas del corte. En materiales que producen virutas grandes y fibrosas (aluminio, ciertos plásticos), esto provoca fallas en el empaque de virutas y en el cortador. La regla general:
- 2-3 flautas: Aluminio, plásticos, materiales blandos no ferrosos.
- 4 flautas: Acero, inoxidable, hierro fundido: uso general
- 5-6 flautas: Semiacabado y acabado de acero; mejor acabado con las mismas velocidades de avance
- 7 flautas: Acabados de alta eficiencia en acero y materiales endurecidos; Requiere máquinas con suficiente rigidez para su uso eficaz.
Ángulo de hélice
El ángulo de hélice de las estrías de una fresa afecta la suavidad del corte y la dirección de las fuerzas de corte. Un ángulo de hélice más alto crea una mayor acción de corte y empuja las virutas hacia arriba para sacarlas del corte, lo que resulta beneficioso en el aluminio, donde la evacuación de las virutas es fundamental. Un ángulo de hélice más bajo es más agresivo, genera fuerzas axiales más altas y se adapta mejor a materiales que se astillan limpiamente en piezas pequeñas.
Los ángulos de hélice estándar para fresas de extremo de centro de mecanizado vertical varían desde 30 grados (trabajos de acero en general) a 45 grados (aluminio y materiales blandos) a 55 a 60 grados (trabajos VMC de aluminio de alto rendimiento) . Los diseños de hélice variable, donde el ángulo de la hélice varía a lo largo de la longitud de la flauta, interrumpen los armónicos y reducen la vibración; se utilizan ampliamente en materiales difíciles de mecanizar.
Ángulo de inclinación
Los ángulos de inclinación positivos crean un borde más afilado y de corte más libre que requiere menos fuerza, lo que es bueno para materiales blandos y acabados. Los ángulos de inclinación negativos crean un borde más fuerte pero requieren más fuerza de corte y generan más calor. La mayoría de las fresas de carburo utilizan un desprendimiento axial ligeramente positivo y un desprendimiento radial variable. Las fresas frontales basadas en plaquitas permiten a los usuarios seleccionar geometrías de plaquita (inclinación positiva, negativa o neutra) según el material y la operación específicos.
Estrategias de mecanizado de alta velocidad y sus requisitos de corte en VMC
Las estrategias de mecanizado de alta velocidad (HSM) y fresado de alta eficiencia (HEM) han transformado la forma en que se programan los centros de mecanizado verticales y qué cortadores utilizan. Estos enfoques, impulsados por software CAM moderno como Mastercam, Fusion 360, Hypermill y plataformas similares, optimizan los parámetros de corte para extender drásticamente la vida útil de la herramienta y al mismo tiempo aumentar las tasas de eliminación de material.
Fresado trocoidal
El fresado trocoidal mueve la fresa en un arco circular mientras la atraviesa a lo largo de una trayectoria, manteniendo el compromiso radial (la cantidad del diámetro de la fresa en contacto con el material) muy bajo, generalmente 5–15% del diámetro del cortador . Esto permite utilizar toda la longitud de la ranura a toda la profundidad de corte, lo que aumenta drásticamente las tasas de eliminación de metal y al mismo tiempo gestiona el calor al permitir que cada inserto o ranura se enfríe entre cortes.
Las estrategias trocoidales exigen fresas con una geometría fuerte y consistente, generalmente fresas de carburo de 4 o 5 flautas con radios de esquina para mayor resistencia de los bordes. Las fresas de mango de largo alcance que vibrarían en el ranurado convencional a menudo funcionan excelentemente en pasadas trocoidales porque las bajas fuerzas radiales evitan la deflexión.
Fresado de alto avance
El fresado de alto avance utiliza una fresa frontal o una fresa de extremo especializada con un ángulo de avance muy bajo (normalmente de 10 a 17 grados) y requiere una profundidad de corte axial poco profunda, a veces tan pequeña como Profundidad axial de 0,020" (0,5 mm) — pero con velocidades de avance de 3 a 5 veces superiores a las del fresado convencional. El ángulo de avance poco profundo redirige las fuerzas de corte axialmente hacia el husillo, que es la dirección más rígida en un VMC, lo que reduce drásticamente la vibración y permite una alta productividad incluso en configuraciones menos rígidas o con voladizos de herramienta largos.
Fresado duro
El fresado en duro (mecanizado de acero endurecido (por encima de 45 HRC, a veces 60 HRC) directamente en un VMC) es un área de aplicación importante para los centros de mecanizado verticales de alta gama en la industria de moldes y matrices. Reemplaza el EDM (mecanizado por descarga eléctrica) para muchas características de la cavidad, lo que ahorra días de tiempo de procesamiento. El fresado en duro en VMC requiere:
- Fresas de carburo de grano submicrónico de primera calidad en configuraciones de punta esférica y cuadrada
- Velocidades de husillo extremadamente altas (20 000 RPM) para mantener bajas las temperaturas de corte en virutas de espesor fino
- Profundidad de corte mínima: el fresado en duro suele ser un proceso de acabado con Profundidad de corte de 0,005 a 0,020"
- Portaherramientas HSK de alta rigidez para eliminar el descentramiento
- Chorro de aire para limpieza de virutas (el refrigerante por inundación no siempre se utiliza en fresado duro debido al riesgo de choque térmico)
Creación de una biblioteca de herramientas estándar eficaz para un VMC
Para los talleres que ejecutan centros de mecanizado vertical en producción, establecer una biblioteca de herramientas estándar (un conjunto definido de cortadores que siempre están almacenados y precargados en el cambiador automático de herramientas de la máquina) reduce el tiempo de configuración, simplifica la programación y reduce los costos de herramientas por pieza a través de compras en volumen.
Una biblioteca de herramientas estándar bien organizada para un VMC de uso general que manipula acero y aluminio podría incluir:
- Fresa frontal: Cable indexable de 3" o 4" de diámetro, 45 grados, en adaptador CAT40/BT40/HSK
- Fresas (cuadradas): 1/4", 3/8", 1/2", 5/8", 3/4", 1" — TiAlN de carburo de 4 flautas, para acero
- Fresas (aluminio): 1/4", 1/2", 3/4" — carburo pulido de 3 o 2 flautas
- Molinos de punta esférica: 1/8", 1/4", 3/8", 1/2" — carburo de 4 flautas
- Molino de chaflán: Carburo de 90 grados, 1/2" o 3/4" de diámetro
- Taladro puntual: 90 grados o 120 grados, para agujeros iniciales
- Juego de brocas: Tamaños comunes #10 a 1/2" en carburo o cobalto
- Molino de hilo: Cubriendo M6, M8, M10 o 1/4-20, 5/16-18, 3/8-16 en tamaños comunes
- Cabeza aburrida: Para agujeros de precisión de más de 3/4" de diámetro
Esta base cubre la gran mayoría de las características que se encuentran en el mecanizado general. Las herramientas especiales (cortadoras de ranuras en T, fresas de cola de milano, herramientas de forma, grabadoras) se solicitan por trabajo en lugar de almacenarse permanentemente, lo que mantiene los costos de inventario razonables y al mismo tiempo mantiene un acceso rápido a las herramientas que generan la mayor parte del trabajo.
El seguimiento de la vida útil de la herramienta a través del control CNC del VMC (que registra las horas de corte o la distancia de avance lineal por herramienta) permite a los talleres reemplazar las cortadoras de manera proactiva antes de fallar en lugar de reaccionar después de que una herramienta rota desecha una pieza. El reemplazo proactivo de herramientas generalmente reduce las tasas de desperdicio debido a fallas de herramientas entre un 60% y un 80%. en comparación con ejecutar herramientas hasta que se rompan.
PREV:¿Cuáles son las 7 partes principales de una máquina CNC?
SIGUIENTE:¿Cuánto cuesta un centro de mecanizado vertical de 5 ejes?
SIGUIENTE:¿Cuánto cuesta un centro de mecanizado vertical de 5 ejes?
¿Está interesado en cooperar o tiene preguntas?
Noticias
-
-
¿Qué es una máquina CNC? Una respuesta completa A má...
LEER MÁS -
Guía de equipos CNC ¿En qué dirección está el eje Z en una máquina CNC? ...
LEER MÁS -
Lo que realmente significa el diseño de fabricación El diseño de fabricación es la e...
LEER MÁS -
¿Qué significa mecanizado? La respuesta directa El mecanizado es un proc...
LEER MÁS -
¿Qué se trata térmicamente? La respuesta directa El tratamiento térmico es un pro...
LEER MÁS
-
Dirección de la fábrica
Parque Industrial de Zhaxi, ciudad de Nantong, provincia de Jiangsu, China (Al oeste de la Central Eléctrica de Huaneng)
-
Teléfono
+86-13615235768
+86-15950816906
-
Fax
+86-513-85632766
-
Correo electrónico
pan.director@sunwayer.com
¿Necesita ayuda?
Si no encuentra la información que busca, contacte a nuestro amable equipo de atención.
Síguenos
Derechos de autor © Nantong Sunway Science and Technology Development Co., Ltd. Todos los derechos reservados.
