

 English
English русский
русский¿Qué es una máquina cortadora de alambre CNC? Una máquina cortadora de alambre CNC e...
LEER MÁS
¿Qué es el mecanizado vertical CNC? Proceso, beneficios y aplicaciones
Contenido
- 1 ¿Qué es el mecanizado vertical CNC?
- 2 Cómo funciona un centro de mecanizado vertical
- 3 VMC frente a HMC: diferencias clave
- 4 Operaciones de mecanizado comunes realizadas en VMC
- 5 Materiales adecuados para el mecanizado vertical CNC
- 6 Tipos de centros de mecanizado verticales
- 7 Ventajas del mecanizado vertical CNC
- 7.1 Alta precisión dimensional y repetibilidad
- 7.2 Menor tiempo de configuración en comparación con el mecanizado convencional
- 7.3 Capacidad de múltiples operaciones en una sola configuración
- 7.4 Facilidad de operación y visibilidad
- 7.5 Huella de piso compacta
- 7.6 Rentabilidad para volúmenes bajos a medianos
- 8 Limitaciones a considerar
- 9 Industrias y aplicaciones que dependen de los centros de mecanizado verticales
- 10 Seleccionar el VMC adecuado: especificaciones clave para evaluar
- 11 Mecanizado y automatización vertical CNC
- 12 Tolerancias y acabados superficiales que se pueden lograr en VMC
- 13 El papel de CAD/CAM en el mecanizado vertical CNC
¿Qué es el mecanizado vertical CNC?
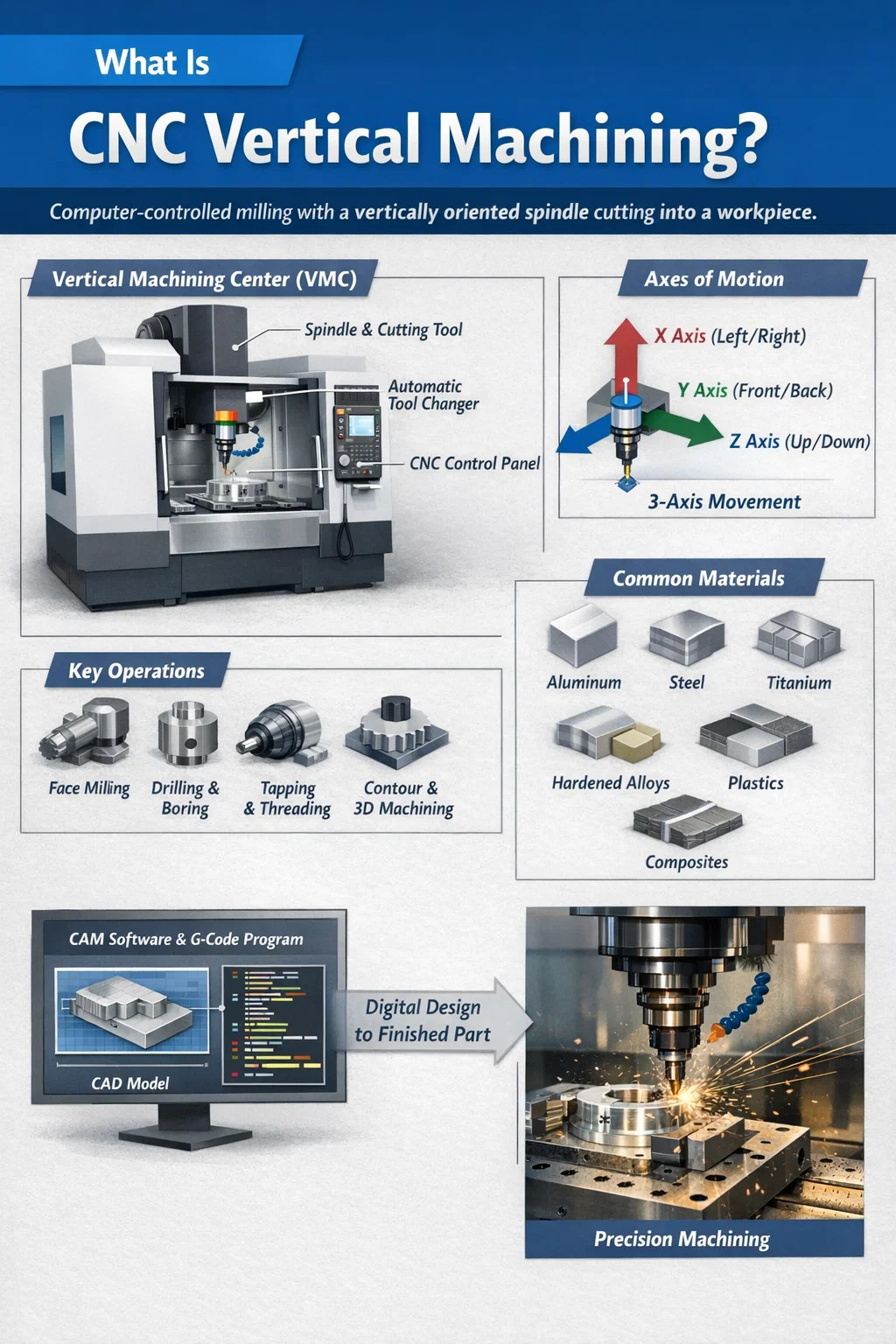
El mecanizado vertical CNC es un proceso de fabricación sustractivo en el que una máquina controlada numéricamente por computadora utiliza un husillo orientado verticalmente para impulsar herramientas de corte giratorias hacia abajo en una pieza de trabajo que se mantiene estacionaria sobre una mesa horizontal. La máquina lee un programa digital (generalmente código G) y traduce esas instrucciones en movimientos precisos y repetibles a lo largo de múltiples ejes, eliminando material para producir la forma, característica o acabado de superficie deseado.
El término "vertical" se refiere a la orientación del eje del husillo, que discurre perpendicular al suelo. Esto distingue el proceso del mecanizado horizontal, donde el husillo está paralelo al suelo. La disposición vertical facilita a los operadores cargar e inspeccionar piezas de trabajo, y es muy adecuada para piezas planas o prismáticas que se benefician de fuerzas de corte de arriba hacia abajo que presionan el componente firmemente contra la mesa.
Centros de mecanizado verticales (VMC) son las máquinas en el corazón de este proceso. Un VMC integra un cambiador automático de herramientas, un sistema de refrigeración, un gabinete y control CNC en una sola unidad. Los VMC modernos logran rutinariamente precisiones posicionales de ±0,005 mm (±0,0002 pulgadas) y puede ejecutar superficies contorneadas complejas, cavidades profundas, orificios de precisión y características roscadas sin reposicionar la pieza de trabajo varias veces.
Industrias que van desde la aeroespacial y la automotriz hasta la fabricación de dispositivos médicos y la electrónica de consumo confían en el mecanizado vertical CNC porque combina velocidad, repetibilidad y flexibilidad geométrica en un tamaño compacto que se adapta a la mayoría de los entornos de producción.
Cómo funciona un centro de mecanizado vertical
Comprender la mecánica detrás de un VMC ayuda a aclarar por qué el proceso ofrece resultados tan consistentes tanto en tiradas de producción de gran volumen como en trabajos de prototipos únicos.
El husillo y la herramienta de corte
El husillo es el conjunto giratorio que sujeta y acciona la herramienta de corte. En un VMC apunta hacia abajo. Las velocidades del husillo normalmente oscilan entre 50 RPM a 24.000 RPM dependiendo del diseño de la máquina y del material que se esté cortando. Los husillos de alta velocidad por encima de 15.000 RPM son comunes al mecanizar aluminio, mientras que se utilizan velocidades más bajas con un par de torsión más alto para acero inoxidable o titanio. El cono del husillo (comúnmente BT30, BT40, HSK-A63 o CAT40) determina la interfaz de sujeción de la herramienta e influye en la rigidez.
Ejes de movimiento
Un VMC estándar opera en tres ejes lineales:
- eje x — movimiento de izquierda a derecha de la mesa o del cabezal del husillo
- Eje Y - movimiento de adelante hacia atrás
- Eje Z — movimiento hacia arriba y hacia abajo del husillo
Los VMC de 4 y 5 ejes agregan ejes de rotación, generalmente un eje A giratorio (inclinación alrededor de X) y un eje B o C (rotación alrededor de Y o Z). El mecanizado simultáneo de cinco ejes permite que la herramienta de corte se acerque a la pieza de trabajo desde prácticamente cualquier ángulo en una sola configuración, lo cual es fundamental para álabes de turbinas, implantes ortopédicos y geometrías de moldes complejas.
Cambiador automático de herramientas (ATC)
La mayoría de los VMC transportan entre 20 y 60 herramientas en un cargador tipo carrusel o cadena. Cuando el programa CNC solicita una nueva herramienta, el ATC la cambia normalmente en un plazo de 2 a 5 segundos, lo que permite a la máquina taladrar, fresar, taladrar, roscar y escariar sin la intervención del operador entre operaciones. Las máquinas de alta capacidad para piezas aeroespaciales complejas pueden contener más de 120 herramientas.
El sistema de control CNC
El controlador (las marcas comunes incluyen Fanuc, Siemens Sinumerik, Heidenhain y Mitsubishi) interpreta el programa de código G y coordina los movimientos del servomotor con una precisión de microsegundos. Los controladores modernos admiten funciones como gestión de la vida útil de las herramientas, control adaptable de la velocidad de avance, sondeo durante el proceso y conectividad inalámbrica DNC (control numérico directo) a las redes de fábrica. El software CAM (fabricación asistida por computadora) genera el código G a partir de un modelo CAD 3D, traduciendo la intención del diseño directamente en el movimiento de la máquina.
Sujeción y fijación
Las piezas se fijan a la mesa mediante prensas, abrazaderas, sistemas de fijación modulares, mandriles de vacío o accesorios personalizados específicos. La sujeción adecuada de la pieza es fundamental: incluso una desplazamiento de 0,02 mm en un dispositivo bajo fuerzas de corte puede empujar una característica de precisión fuera de la tolerancia. Los sistemas de sujeción de punto cero de fabricantes como Schunk y Erowa permiten intercambiar piezas paletizadas en menos de 30 segundos con una repetibilidad inferior a 0,005 mm, lo que permite una automatización total.
VMC frente a HMC: diferencias clave
Los centros de mecanizado verticales y los centros de mecanizado horizontales (HMC) comparten la misma base de CNC, pero difieren en la orientación del husillo, la evacuación de virutas y los casos de uso óptimos. La siguiente tabla resume las distinciones más relevantes para compradores y planificadores de procesos.
| Criterio | Centro de mecanizado vertical (VMC) | Centro de mecanizado horizontal (HMC) |
|---|---|---|
| Orientación del husillo | Vertical (Z apunta hacia abajo) | Horizontal (Z apunta hacia los lados) |
| Evacuación de virutas | Las virutas se acumulan parcialmente; se necesita lavado de refrigerante | Las virutas caen por gravedad: superior |
| Tipo de pieza ideal | Piezas planas, prismáticas y de complejidad media. | Piezas cúbicas, pesadas y con múltiples lados |
| Huella de la máquina | Compacto: se adapta a tiendas más pequeñas | Más grande: requiere más espacio |
| Costo de compra (nivel de entrada típico) | $50,000–$200,000 | $150,000–$600,000 |
| Visibilidad del operador | Excelente: fácil de ver la zona de corte | Limitado: cabezal de husillo cerrado |
| Automatización de palets | Disponible pero menos común en el nivel de entrada | Estándar en la mayoría de los HMC |
Para la mayoría de los talleres y fabricantes contratados que producen piezas con características principalmente en una cara, un VMC ofrece el mejor equilibrio entre capacidad, costo y facilidad de uso. Los HMC se vuelven más económicos cuando se ejecutan grandes volúmenes de piezas complejas de cuatro lados donde el menor tiempo de configuración justifica una mayor inversión de capital.
Operaciones de mecanizado comunes realizadas en VMC
Los centros de mecanizado verticales no son máquinas de un solo uso. Debido a que el almacén de herramientas puede transportar docenas de herramientas de corte diferentes, un solo programa puede encadenar múltiples operaciones en un ciclo continuo.
Fresado frontal y fresado periférico
El planeado utiliza cortadores de plaquita de gran diámetro para aplanar superficies rápidamente y lograr valores de rugosidad bajos, normalmente Ra 0,8–3,2 µm - en una sola pasada. El fresado periférico (fresado lateral) produce paredes, escalones y perfiles verticales al acoplar las estrías laterales de una fresa de extremo. Juntas, estas dos operaciones forman la columna vertebral de la mayoría de los programas de piezas prismáticas.
Perforación y mandrinado
Las brocas helicoidales, las brocas puntuales y las brocas de espada de carburo producen agujeros redondos. Los orificios tolerados que deben cumplir con H7 o ajustes más ajustados se terminan con un cabezal de mandrinado, que puede lograr diámetros precisos para ±0,005 mm . Los orificios de alta precisión para asientos de rodamientos, cuerpos de válvulas y colectores hidráulicos dependen de herramientas de mandrinado de un solo punto alimentadas a velocidades lentas y controladas.
Roscado y fresado de roscas
El roscado rígido sincroniza la rotación del husillo con la alimentación del eje Z para cortar roscas internas. El fresado de roscas, donde una fresa de roscas de múltiples canales traza una trayectoria helicoidal, ofrece la ventaja de producir cualquier diámetro de rosca con una sola herramienta y permite ajustar la profundidad de la rosca y la clase de ajuste en el programa CAM sin cambiar las herramientas. Esto es especialmente útil para roscas de gran diámetro o roscas en materiales duros donde la rotura del macho sería costosa.
Fresado de contornos y mecanizado de superficies 3D
Las fresas de punta esférica trazan trayectorias contorneadas para producir superficies curvas, filetes y formas orgánicas. El software CAM calcula miles de pasadas estrechamente espaciadas: valores de paso de 0,1–0,5 mm son comunes en pasadas de acabado para crear una superficie lisa. Las cavidades de moldes de inyección, las herramientas de fundición a presión y los implantes óseos ortopédicos son ejemplos en los que el mecanizado de superficies 3D en un VMC es indispensable.
Grabado y embolsado
Las fresas de mango y las herramientas de grabado de diámetro pequeño producen números de piezas, logotipos, características de alineación y cavidades internas complejas. Las trayectorias de herramientas de fresado trocoidal, donde la fresa sigue un arco circular mientras avanza, reducen las fuerzas de corte y permiten velocidades de avance más altas en el mecanizado de cajeras profundas, lo que reduce los tiempos de ciclo de corte. 30–50% en comparación con los pases rectilíneos convencionales en materiales duros.
Materiales adecuados para el mecanizado vertical CNC
Los VMC pueden cortar casi cualquier material de ingeniería, siempre que la velocidad del husillo, el avance, la profundidad de corte y las herramientas se elijan adecuadamente. Los siguientes materiales representan las piezas más comunes procesadas en centros de mecanizado verticales.
- Aleaciones de aluminio (6061, 7075, 2024): El metal mecanizado con mayor frecuencia en VMC. El aluminio corta rápidamente a altas velocidades del husillo, produce virutas largas y responde bien a las inundaciones de refrigerante. Las velocidades de corte típicas superan los 500 m/min en pasadas de acabado.
- Acero (dulce, acero para herramientas, inoxidable): Requiere velocidades de corte más bajas, mayor torque y, a menudo, herramientas de carburo o cermet recubiertas. El acero inoxidable 304 es conocido por su endurecimiento por trabajo, lo que exige herramientas afiladas y cargas de viruta constantes para evitar el roce.
- Titanio (Ti-6Al-4V): La baja conductividad térmica significa que el calor se concentra en el filo. Los programas VMC para titanio utilizan profundidades de corte conservadoras, refrigerante de alta presión dirigido exactamente a la zona de corte y fresas de mango de carburo con revestimiento de primera calidad.
- Aceros para herramientas templados e Inconel: Requiere insertos de CBN (nitruro de boro cúbico) o grados de carburo de alto rendimiento. Las velocidades de corte pueden ser tan bajas como 20 a 50 m/min, pero la capacidad de mecanizar piezas hasta alcanzar su forma casi neta y luego fresarlas en el mismo VMC elimina las operaciones de rectificado por separado.
- Plásticos de ingeniería (Delrin, PEEK, nailon, UHMW-PE): Las bajas fuerzas de corte permiten altas velocidades de avance. Las herramientas afiladas y un mínimo de refrigerante (a menudo se prefiere el aire comprimido) evitan que se derrita y se acumulen los bordes. Común en la fabricación de dispositivos médicos y equipos de procesamiento de alimentos.
- Fibra de carbono y compuestos: Abrasivo, propenso a la delaminación y produce polvo peligroso que requiere una extracción adecuada. Las fresas recubiertas de diamante y los husillos VMC con capacidad de 18.000 RPM se prefieren para los componentes CFRP utilizados en artículos aeroespaciales y deportivos.
Tipos de centros de mecanizado verticales
No todos los VMC están configurados de la misma manera. Los fabricantes de máquinas ofrecen una variedad de arquitecturas para abordar diferentes tamaños de piezas, volúmenes de producción y requisitos de precisión.
VMC tipo rodilla
Un diseño más antiguo en el que la mesa se apoya en una rodilla ajustable verticalmente. Común en salas de herramientas y entornos educativos, pero carece de la rigidez y velocidad de los diseños de columnas fijas para trabajos de producción. El recorrido de la mesa es limitado y la rodilla se adapta ante fuerzas de corte intensas.
VMC de columna fija (puente)
El diseño más común en entornos de producción. La columna está fijada a la base de fundición y el cabezal del husillo se mueve en X, Y y Z. Tamaños de mesas desde 500 mm × 400 mm hasta 2500 mm × 700 mm cubren la mayoría de bastidores aeroespaciales, cajas de transmisión de automóviles y bloques de moldes que se encuentran en la industria.
VMC de doble columna (pórtico)
Dos columnas se extienden a ambos lados de la mesa y sostienen un travesaño desde el cual se desplaza el cabezal del husillo. Esta disposición proporciona una rigidez excepcional para piezas de trabajo muy grandes y pesadas. Los VMC de pórtico se utilizan para mecanizar paneles estructurales de aviones; algunas máquinas manipulan piezas de trabajo más de 5 metros de largo — y grandes componentes de generación de energía.
CMV de 5 ejes
Añade una mesa giratoria basculante o un cabezal de husillo giratorio a los tres ejes lineales estándar. Los grados de libertad adicionales permiten cortar características socavadas, ángulos compuestos y superficies complejas de forma libre sin necesidad de volver a fijarlos. Los VMC de cinco ejes son ahora estándar en la subcontratación aeroespacial y en la fabricación de implantes médicos. Las máquinas básicas de cinco ejes de marcas como Haas, DMG Mori, Mazak y Okuma empiezan $200,000–$350,000 .
Micro VMC
Diseñado para componentes en miniatura en los sectores de relojería, electrónica y microdispositivos médicos. Los Micro-VMC hacen funcionar los husillos a 50 000 a 100 000 rpm con fresas de microdiámetro tan pequeñas como 0,1 mm. La estabilidad térmica de la estructura de la máquina es primordial a esta escala y muchos micro-VMC incorporan sistemas de compensación térmica activa.
Ventajas del mecanizado vertical CNC
La adopción generalizada de centros de mecanizado verticales en todas las industrias no es accidental. El proceso ofrece una combinación bien establecida de beneficios prácticos que lo convierten en la opción predeterminada para una amplia gama de componentes de precisión.
Alta precisión dimensional y repetibilidad
Los husillos de bolas con codificadores lineales permiten a los VMC modernos posicionar los ejes con precisión ±0,001 mm , y algunas máquinas de alta precisión logran una repetibilidad submicrónica. Una vez que se prueba un programa, la máquina puede reproducir la misma geometría de pieza a lo largo de miles de ciclos con resultados estadísticamente idénticos, un requisito previo para el ensamblaje intercambiable en la producción automotriz y aeroespacial.
Menor tiempo de configuración en comparación con el mecanizado convencional
Debido a que el programa CNC almacena todas las compensaciones de herramientas, velocidades de avance y velocidades del husillo, las configuraciones repetidas para la misma pieza solo requieren la carga de accesorios y la recuperación del programa. Una configuración que podría llevar cuatro horas a un maquinista manual experto se puede reducir a 15 a 30 minutos en un VMC con un dispositivo y programa probados.
Capacidad de múltiples operaciones en una sola configuración
La combinación de un cambiador automático de herramientas y un soporte rígido significa que se pueden taladrar, fresar, roscar, taladrar y grabar en secuencia sin mover la pieza. La eliminación de las transferencias entre operaciones elimina los errores de cambio de datos que se acumulan cuando las piezas se mueven entre máquinas y reduce drásticamente el tiempo de cola de trabajo en progreso.
Facilidad de operación y visibilidad
La orientación vertical del husillo brinda a los operadores una línea de visión directa hacia la zona de corte a través de la ventana de la máquina. Cargar piezas de trabajo planas o en forma de bloque en una mesa horizontal es intuitivo y no requiere elevación por encima de la cabeza ni accesorios especiales simplemente para orientar la pieza. Esta visibilidad también simplifica el sondeo durante el proceso y la inspección del primer artículo.
Huella de piso compacta
Un VMC de producción estándar con una mesa de 762 mm × 406 mm suele ocupar una superficie de aproximadamente 2,5 mx 2,0 m , lo que hace posible instalar varias máquinas en un taller con un espacio modesto. Esta ventaja de densidad admite diseños de fabricación celular en los que un operador gestiona dos o tres VMC simultáneamente.
Rentabilidad para volúmenes bajos a medianos
Los VMC representan el punto de entrada de capital más bajo al mecanizado CNC de precisión. Se puede comprar nuevo un VMC de tres ejes capaz de Haas Automation, Fanuc Robodrill o Brother por $50,000–$130,000 , una fracción del costo de una HMC comparable o una celda de mecanizado de múltiples paletas. Para los talleres que ejecutan lotes de 1 a 500 piezas, esta estructura de costos es altamente competitiva.
Limitaciones a considerar
Ningún proceso de mecanizado es óptimo para todas las aplicaciones. El mecanizado vertical CNC tiene limitaciones específicas que los ingenieros y compradores deben sopesar honestamente.
- Acumulación de viruta en la pieza: La gravedad empuja las virutas hacia abajo sobre la pieza de trabajo, donde pueden volver a cortarse, rayar las superficies acabadas o interferir con el sondeo. El refrigerante de alta presión a través del husillo y la ubicación estratégica de las boquillas de refrigerante mitigan esto, pero la gestión de virutas requiere más atención que en las máquinas horizontales.
- Acceso limitado a las funciones laterales e inferiores: Sin ejes giratorios, un VMC estándar de 3 ejes solo puede cortar elementos en la cara superior de una pieza de trabajo en una sola configuración. Las piezas que requieren mecanizado en cuatro o cinco caras deben reposicionarse, lo que aumenta el tiempo de preparación e introduce posibles errores de referencia en cada vuelta.
- Desafíos de largo voladizo y bolsillo profundo: Las características altas y delgadas y los bolsillos profundos obligan al uso de herramientas de largo alcance que se desvían bajo las fuerzas de corte, lo que reduce la precisión y limita las velocidades de avance alcanzables. Es difícil mantener relaciones de aspecto superiores a 6:1 (profundidad y diámetro) con tolerancias estrictas en un VMC.
- Crecimiento térmico: El calor del husillo y los cambios de temperatura ambiente provocan una desviación dimensional mensurable durante un turno. Los VMC de alta gama incorporan algoritmos de compensación térmica, pero las máquinas económicas pueden necesitar ciclos de calentamiento y resondeos periódicos para mantener tolerancias estrictas en tiradas de producción largas.
- Menor productividad para piezas cúbicas de gran volumen: Cuando un componente necesita mecanizarse cuatro o cinco caras, una HMC con cambiador de paletas puede completar más piezas por turno porque el sistema de paletas carga una pieza nueva mientras la anterior aún se está cortando. Para volúmenes superiores a aproximadamente 10.000 partes cúbicas idénticas por año, la economía del HMC a menudo supera a la del VMC.
Industrias y aplicaciones que dependen de los centros de mecanizado verticales
La flexibilidad del mecanizado vertical CNC ha hecho que los VMC sean indispensables en sectores que exigen precisión, variedad de materiales y la capacidad de producir volúmenes bajos a medios de manera económica.
Aeroespacial y Defensa
En los VMC se producen habitualmente soportes estructurales, carcasas de aviónica, colectores del sistema de combustible y componentes del tren de aterrizaje. Las tolerancias aeroespaciales son exigentes: tolerancias posicionales de ±0,025 mm o más ajustados, los acabados superficiales por debajo de Ra 0,8 µm y los informes dimensionales completos de cada pieza son la norma. Los VMC de cinco ejes han desplazado a los equipos de línea de transferencia dedicados en muchas cadenas de suministro aeroespaciales porque pueden procesar geometrías complejas sin herramientas dedicadas para cada característica.
Automotriz
Los prototipos y piezas automotrices de bajo volumen (bloques de motor, culatas, carcasas de transmisión, muñones de suspensión) se mecanizan en VMC durante las fases de desarrollo antes de transferirse a líneas de mecanizado dedicadas para la producción en masa. Los programas de vehículos eléctricos (EV) impulsan la demanda de carcasas de baterías, placas de intercambiadores de calor y carcasas de motores mecanizadas, la mayoría de las cuales son de aluminio y adecuadas para el procesamiento VMC.
Fabricación de implantes y dispositivos médicos
Los implantes ortopédicos (bandejas tibiales de rodilla, componentes femorales, jaulas espinales), instrumentos quirúrgicos y carcasas de dispositivos de diagnóstico requieren materiales biocompatibles, excelentes acabados superficiales y tolerancias estrictas. Los VMC de cinco ejes mecanizan implantes de titanio y cromo cobalto para ISO 13485 Requisitos del sistema de calidad con trazabilidad total desde la materia prima hasta la pieza terminada.
Fabricación de herramientas y moldes
Las cavidades de los moldes de inyección, las herramientas de fundición a presión, los moldes de soplado y las matrices de estampado se desbastan y acaban casi universalmente en los VMC. Los VMC de alta velocidad con husillos superiores a 20 000 RPM pueden mecanizar acero para herramientas endurecido P20 o H13 a RC 50–60 , eliminando las operaciones de electroerosión para muchas características de la cavidad y acortando drásticamente los tiempos de entrega del molde.
Equipos electrónicos y semiconductores
Los cuerpos de portabrocas tipo wafer, los colectores de vacío, los disipadores de calor y las carcasas para equipos de prueba y medición se mecanizan a partir de aluminio, cobre y plásticos de ingeniería en VMC. El impulso de la industria electrónica hacia la miniaturización aumenta la demanda de micro-VMC y husillos de alta velocidad que puedan procesar características medidas en decenas de micrones.
Energía y Petróleo y Gas
Los cuerpos de válvulas, los colectores de control de flujo, las carcasas de bombas y los componentes de bridas para la industria del petróleo y el gas se mecanizan en VMC de lecho grande a partir de acero inoxidable y aleaciones dúplex. El sector exige certificaciones completas de materiales, registros de pruebas de presión y, en muchos casos, inspecciones END de terceros, todo lo cual se integra en los flujos de trabajo de gestión de calidad junto con los datos de producción del VMC.
Seleccionar el VMC adecuado: especificaciones clave para evaluar
Elegir un centro de mecanizado vertical es una inversión de capital que debe alinearse con las piezas específicas que planea producir. Comparar máquinas en los siguientes parámetros reducirá el campo sistemáticamente.
| Especificación | Rango típico | Por qué es importante |
|---|---|---|
| Tamaño de la mesa (recorrido X × Y) | 400×300 mm a 2.500×700 mm | Determina la envolvente máxima de la pieza de trabajo |
| Eje Z travel | 300–800 milímetros | Limita la altura máxima de la pieza de trabajo más la altura del accesorio |
| Velocidad del husillo | 4.000–24.000 RPM | Se necesitan velocidades más altas para herramientas de aluminio y de diámetro pequeño |
| potencia del husillo | 7-37 kilovatios | Determina la tasa de eliminación de metal en cortes pesados. |
| Velocidad de avance rápido | 24-60 m/min | Afecta el tiempo de ciclo en piezas con muchos movimientos de reposicionamiento |
| Capacidad del almacén de herramientas | 16–120 herramientas | Los cargadores más grandes reducen las interrupciones en el cambio de herramientas en programas complejos |
| Precisión de posicionamiento | ±0,002–±0,010 mm | Limita directamente las tolerancias más estrictas que la máquina puede soportar. |
| Presión del refrigerante | 20–80 bar (a través del husillo) | Alta presión esencial para perforaciones profundas y materiales difíciles |
Más allá de las especificaciones, evalúe la red de servicios del constructor (el tiempo medio de reparación es fundamental para la continuidad de la producción), la disponibilidad de integraciones de software (ERP, DNC, MES) y la facilidad de programación en el control CNC específico. Una máquina de una marca con un sólido soporte de ingeniería de aplicaciones local a menudo superará a una máquina técnicamente superior de una marca con una cobertura de servicio regional deficiente.
Mecanizado y automatización vertical CNC
Los VMC están cada vez más integrados en células automatizadas que extienden sus horas productivas más allá de los turnos estándar. Se utilizan habitualmente varias arquitecturas de automatización.
Carga robótica de piezas
Un robot industrial o colaborativo de seis ejes colocado al lado del VMC recoge el material en bruto de una bandeja de entrada, lo coloca en el tornillo de banco de la máquina y recupera la pieza terminada a un transportador de salida. Los robots colaborativos (cobots) de Universal Robots, FANUC y KUKA permiten la integración sin vallas de seguridad en muchas configuraciones y periodos de recuperación de la inversión. 12 a 18 meses se pueden lograr para células que ejecutan piezas repetidas de gran volumen.
Sistemas de piscinas de palets
Los pools de palés (Systems 3R, Erowa, Schunk) almacenan varias piezas premontadas. Un transelevador o un robot recupera los palés de la piscina y los carga en el sistema de sujeción de punto cero del VMC. Luego, la máquina puede funcionar desatendida durante la noche, completando docenas de programas de piezas diferentes de una cola, y el programa de cada paleta se activa automáticamente mediante un chip RFID o un código de barras. Este enfoque es común en talleres de moldes y talleres que ejecutan trabajos de volumen medio y alta mezcla.
Sondeo en proceso e integración SPC
Los sistemas de sondeo en máquina (Renishaw, Heidenhain) miden características críticas entre operaciones y actualizan automáticamente las compensaciones de las herramientas para compensar el desgaste. El software de control estadístico de procesos (SPC) conectado al controlador del VMC registra los datos de medición en tiempo real, alertando a los operadores cuando una tendencia se acerca a un límite de tolerancia antes de que se produzcan piezas fuera de tolerancia. Este enfoque de circuito cerrado reduce las tasas de desperdicio a menos 0,5% en células bien administradas.
Tolerancias y acabados superficiales que se pueden lograr en VMC
Una pregunta práctica para los ingenieros que diseñan piezas es qué grados de tolerancia y acabados superficiales se pueden mantener de manera confiable en un VMC de producción. La respuesta depende de la calidad de la máquina, las herramientas, los accesorios y el material, pero los siguientes puntos de referencia se aplican a centros de mecanizado vertical de producción en buen estado.
- Dimensiones lineales: ±0,025 mm (±0.001 in) is achievable on most production VMCs without special measures. High-precision VMCs with linear glass scales and thermal compensation can hold ±0.005 mm or better.
- Tolerancias del diámetro interior: Los ajustes H7 (±0,010–0,025 mm dependiendo del diámetro) son rutinarios utilizando cabezales de mandrinado de carburo. Los ajustes H6 requieren una gestión térmica cuidadosa y se pueden lograr en VMC de precisión.
- Acabado superficial – superficies fresadas: Ra 1,6–3,2 µm en fresado de producción estándar, Ra 0,4–0,8 µm con fresas de acabado afilado y pasadas ligeras, Ra 0,2 µm o mejor con acabado con corte de diamante en aluminio.
- Planicidad y paralelismo: 0,01–0,02 mm en un tramo de 300 mm en VMC de calidad que utilizan operaciones de corte al vuelo.
- Calidad del hilo: Las roscas de clase 6H (el estándar para roscas de ingeniería general) se logran fácilmente mediante roscado rígido. El fresado de roscas puede producir roscas de clase 4H en materiales duros o exóticos donde la rotura del macho hace que el roscado rígido no sea práctico.
Cuando se requieren tolerancias más estrictas que las anteriores, las operaciones VMC pueden ir seguidas de rectificado cilíndrico, bruñido, lapeado o electroerosión. El VMC aún proporciona la mayor parte de la eliminación de material y la conformación geométrica, dejando solo una pequeña cantidad de material para la operación de acabado, lo que maximiza la eficiencia general.
El papel de CAD/CAM en el mecanizado vertical CNC
El mecanizado vertical CNC moderno es inseparable del software CAD/CAM. El proceso comienza en el momento en que un diseñador crea un modelo 3D en software como SolidWorks, CATIA, Siemens NX o Autodesk Inventor. Luego, ese modelo se importa a un paquete CAM (Mastercam, Hypermill, Fusion 360, Siemens NX CAM o similar) donde un programador define la orientación del soporte de trabajo, selecciona herramientas de una biblioteca digital, asigna trayectorias de herramientas a cada función y simula el resultado para comprobar si hay colisiones y verificar la eliminación de material.
La simulación CAM detecta errores de ranurado, colisiones entre soporte y accesorios y deflexión excesiva de la herramienta antes de cortar cualquier metal, lo que reduce significativamente las fallas del primer artículo. Los posprocesadores traducen la salida CAM en código G específico de la máquina. Un posprocesador bien configurado para una combinación particular de VMC y control elimina casi por completo la edición manual de códigos G, lo que reduce los errores de programación y acorta el tiempo de configuración.
Estrategias CAM avanzadas como fresado de alta eficiencia (HEM) — también comercializado como fresado dinámico, fresado trocoidal o VoluMill — maximiza el compromiso de la herramienta y las tasas de eliminación de material mientras mantiene constantes las fuerzas de corte, extendiendo la vida útil de la herramienta al 2 a 5 veces en comparación con las trayectorias de herramientas convencionales. Para un taller que consume $50 000 en herramientas anualmente, la adopción de estrategias HEM en todos los programas VMC podría reducir ese costo a $10 000-$25 000 sin comprar una sola máquina nueva.
PREV:¿Cómo se conoce también a una fresadora vertical? Guía VMC
SIGUIENTE:¿Qué herramientas se utilizan en el fresado vertical? Guía completa
SIGUIENTE:¿Qué herramientas se utilizan en el fresado vertical? Guía completa
¿Está interesado en cooperar o tiene preguntas?
Noticias
-
-
¿Qué es una máquina CNC? Una respuesta completa A má...
LEER MÁS -
Guía de equipos CNC ¿En qué dirección está el eje Z en una máquina CNC? ...
LEER MÁS -
Lo que realmente significa el diseño de fabricación El diseño de fabricación es la e...
LEER MÁS -
¿Qué significa mecanizado? La respuesta directa El mecanizado es un proc...
LEER MÁS -
¿Qué se trata térmicamente? La respuesta directa El tratamiento térmico es un pro...
LEER MÁS
-
Dirección de la fábrica
Parque Industrial de Zhaxi, ciudad de Nantong, provincia de Jiangsu, China (Al oeste de la Central Eléctrica de Huaneng)
-
Teléfono
+86-13615235768
+86-15950816906
-
Fax
+86-513-85632766
-
Correo electrónico
pan.director@sunwayer.com
¿Necesita ayuda?
Si no encuentra la información que busca, contacte a nuestro amable equipo de atención.
Síguenos
Derechos de autor © Nantong Sunway Science and Technology Development Co., Ltd. Todos los derechos reservados.
