

 English
English русский
русский¿Qué es una máquina cortadora de alambre CNC? Una máquina cortadora de alambre CNC e...
LEER MÁS
¿Cuáles son las 7 partes principales de una máquina CNC?
Contenido
- 1 El dispositivo de entrada: donde comienza cada trabajo
- 2 La unidad de control de la máquina (MCU): el cerebro de los equipos CNC
- 3 La máquina herramienta: el cuerpo estructural que lo mantiene todo unido
- 4 El sistema de conducción: convertir señales eléctricas en movimiento preciso
- 5 El dispositivo de retroalimentación: cerrando el círculo de la precisión
- 6 La unidad de visualización: la ventana del operador dentro de la máquina
- 7 La herramienta de corte y el sistema de sujeción: dónde realmente se elimina el metal
- 8 Cómo funcionan juntas las 7 partes en la práctica
- 9 ¿Qué sucede cuando una pieza falla o se degrada?
- 10 Evaluación de compras de equipos CNC en función de las 7 piezas principales
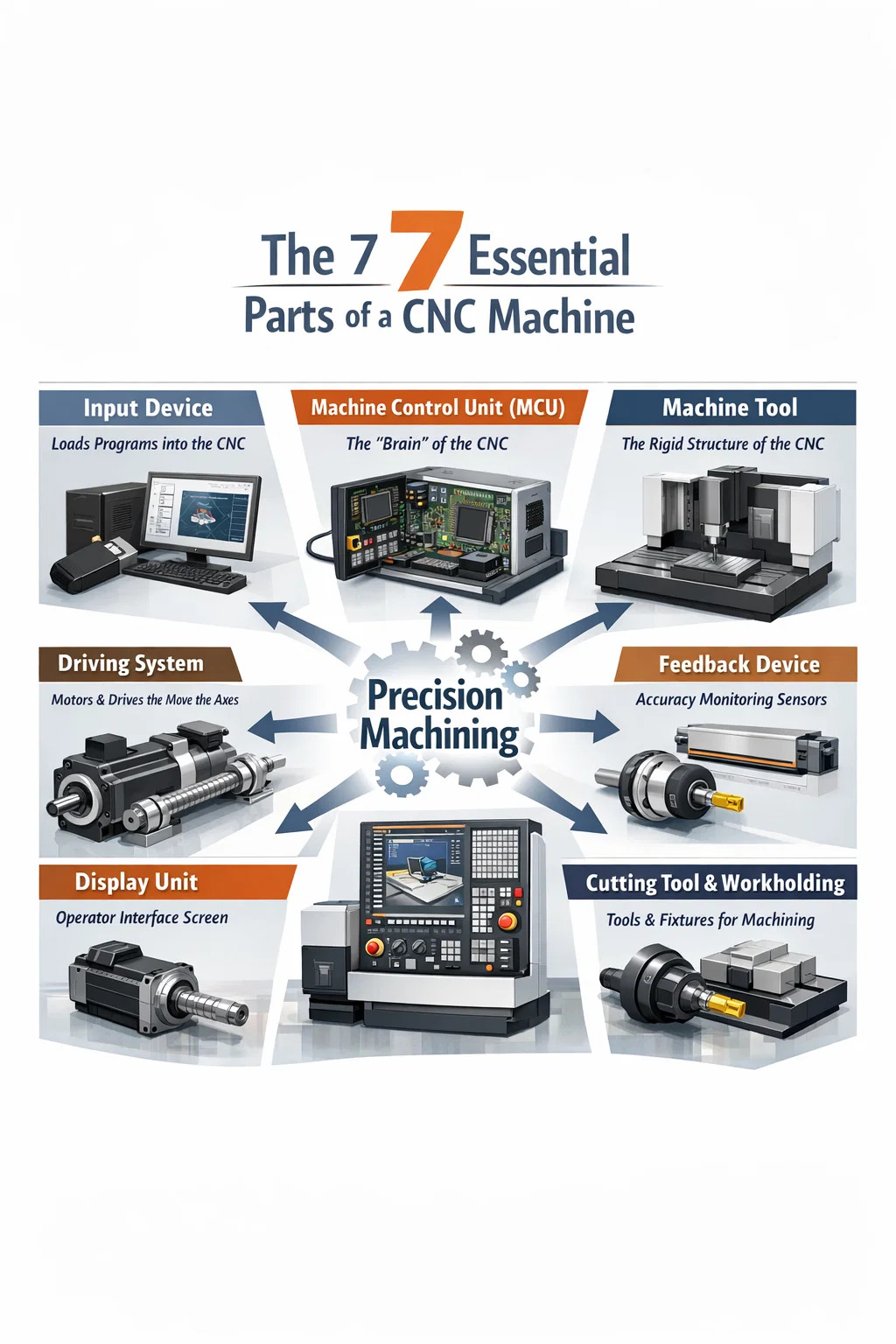
Una máquina CNC se compone de 7 partes principales: el dispositivo de entrada, la unidad de control de la máquina (MCU), la máquina herramienta, el sistema de accionamiento, el dispositivo de retroalimentación, la unidad de visualización y la herramienta de corte o sistema de sujeción. Cada uno de estos componentes desempeña un papel distinto en la conversión de instrucciones digitales en cortes, orificios o formas físicas precisas. Ya sea que esté evaluando equipos CNC para una nueva línea de producción o tratando de comprender por qué una máquina tiene un rendimiento deficiente, saber cómo interactúan estas piezas es la base para una toma de decisiones informada.
moderno Equipos CNC opera según un principio de control de bucle cerrado o de bucle abierto. En los sistemas de circuito cerrado, la retroalimentación en tiempo real corrige continuamente la posición de la herramienta. En los sistemas de bucle abierto, los comandos se envían sin verificación de posición. La diferencia es enormemente importante en la práctica: las máquinas CNC de circuito cerrado pueden mantener tolerancias tan estrictas como sea posible. ±0,001 mm , mientras que los sistemas de bucle abierto suelen estar limitados a ±0,01 mm en condiciones ideales. Comprender qué piezas permiten esa precisión es lo que separa a los operadores que solucionan problemas de manera eficiente de aquellos que adivinan.
El dispositivo de entrada: donde comienza cada trabajo
El dispositivo de entrada es el punto de entrada para todas las instrucciones de mecanizado. En los primeros equipos CNC, se trataba de un lector de cinta perforada. Hoy en día, los dispositivos de entrada incluyen puertos USB, conexiones Ethernet, interfaces directas de software CAD/CAM e incluso sistemas inalámbricos de transferencia de datos. El operador o programador utiliza este dispositivo para cargar programas de código G y código M en la unidad de control de la máquina.
La calidad y compatibilidad del dispositivo de entrada afecta significativamente la velocidad del flujo de trabajo. Una máquina que acepta importaciones directas desde software como Mastercam, Fusion 360 o SolidCAM elimina la entrada manual de códigos y reduce los errores de transcripción. En entornos con mucha mezcla y bajo volumen, la velocidad de carga del programa puede ser tan importante desde el punto de vista operativo como la velocidad de corte misma. Algunas instalaciones informan que reducen el tiempo de preparación al hasta 35% simplemente actualizando su equipo CNC para admitir la transferencia directa de programas basada en red.
Los dispositivos de entrada también almacenan bibliotecas de programas. Los equipos CNC avanzados pueden contener cientos de programas de piezas en la memoria interna, lo que permite a los operadores cambiar entre trabajos sin tener que volver a cargar archivos. Esto es particularmente valioso en talleres donde las mismas familias de piezas se ejecutan repetidamente en diferentes turnos.
La unidad de control de la máquina (MCU): el cerebro de los equipos CNC
La unidad de control de la máquina es el componente de procesamiento central de cualquier máquina CNC. Lee el programa de entrada, interpreta las instrucciones codificadas y envía señales eléctricas al sistema de conducción. La MCU es lo que transforma un archivo de texto lleno de coordenadas en movimiento físico sincronizado en múltiples ejes simultáneamente.
Dentro de una MCU típica, encontrará un microprocesador, módulos de memoria, interpoladores e interfaces de entrada/salida. El interpolador es especialmente importante: calcula la trayectoria precisa que debe seguir la herramienta entre dos puntos, ya sea lineal, circular o helicoidal. Sin una interpolación precisa, las cavidades circulares no serían redondas y las superficies en ángulo serían escalonadas en lugar de lisas.
Funciones clave de la MCU
- Lectura y decodificación de programas parciales (código G, código M)
- Controlar el movimiento del eje mediante interpolación
- Gestión de anulaciones de velocidad del husillo y velocidad de avance
- Procesamiento de señales de retroalimentación de codificadores y sensores.
- Ejecución de comandos de cambio de herramienta y control de refrigerante.
- Monitoreo de interbloqueos de seguridad y condiciones de falla
Las principales marcas de equipos CNC (Fanuc, Siemens, Mitsubishi, Heidenhain) se diferencian mucho a nivel de MCU. La serie 0i-MF de Fanuc, por ejemplo, admite Control simultáneo de 5 ejes e interpolación a nivel nanométrico, razón por la cual domina la fabricación de piezas médicas y aeroespaciales. Elegir la MCU adecuada para la aplicación de su equipo CNC no es una decisión menor; define qué geometrías puede producir la máquina y qué tan rápido puede realizar ciclos.
La máquina herramienta: el cuerpo estructural que lo mantiene todo unido
La máquina herramienta se refiere a la estructura física mecánica (la base, la columna, la silla, la mesa y el cabezal) que soporta todas las operaciones de corte. Este es el marco del equipo CNC, y su rigidez determina directamente qué tan bien la máquina puede resistir las fuerzas de corte sin desviarse. La deflexión, incluso en el rango de unas pocas micras, se traduce directamente en un error dimensional en la pieza terminada.
Los fabricantes de equipos CNC de alta calidad utilizan hierro fundido o hormigón polímero (también llamado Granitan o fundición mineral) para las bases de las máquinas. El hierro fundido amortigua las vibraciones de forma eficaz y ha sido el estándar de la industria durante décadas. El hormigón polímero, utilizado en rectificado de precisión y centros de mecanizado de alta velocidad, ofrece Amortiguación de vibraciones de 6 a 10 veces mayor en comparación con el hierro fundido, por lo que se encuentra en tornos y rectificadoras de herramientas de tipo suizo, donde los requisitos de acabado de superficies son extremos.
Las guías, ya sean cajas o rieles lineales, son parte de la estructura de la máquina herramienta. Las guías en forma de caja manejan bien cortes interrumpidos pesados y son comunes en grandes centros de torneado. Las guías lineales permiten velocidades de desplazamiento más rápidas y son estándar en los centros de mecanizado donde el posicionamiento rápido importa más que la fuerza de corte bruta. Muchas configuraciones de equipos CNC modernos combinan ambos: guías en forma de caja en el eje Z para mayor rigidez, rieles lineales en X e Y para mayor velocidad.
Tipos de configuración de máquina herramienta
| Configuración | Aplicación típica | Ventaja estructural clave |
|---|---|---|
| Centro de mecanizado vertical (VMC) | Piezas prismáticas, moldes, placas. | Evacuación de virutas asistida por gravedad |
| Centro de mecanizado horizontal (HMC) | Piezas complejas de múltiples lados | Rotación de palet en el 4º eje, mejor caída de viruta |
| Torno CNC / Centro de torneado | Piezas rotativas, ejes, accesorios. | Rigidez de lecho inclinado para torneado exterior pesado |
| Molino de pórtico/puente | Grandes componentes aeroespaciales o de moldes | Gran capacidad de piezas de trabajo, alta rigidez |
El sistema de conducción: convertir señales eléctricas en movimiento preciso
El sistema de accionamiento consta de servomotores, motores paso a paso, amplificadores y componentes de transmisión mecánica (husillos de bolas, sistemas de piñón y cremallera o motores lineales) que mueven los ejes de la máquina. Este sistema recibe señales de comando de baja potencia de la MCU y las convierte en movimiento mecánico de alto torque y controlado con precisión.
Los sistemas de conducción basados en servomotores dominan en los equipos CNC profesionales porque proporcionan control de posición de circuito cerrado. Un servomotor sabe exactamente dónde está en todo momento porque está emparejado con un codificador rotatorio o una escala lineal. Los motores paso a paso, utilizados en equipos CNC de menor costo o de calidad para aficionados, se mueven en pasos discretos y pueden perder posición si se sobrecargan, un problema conocido como pérdida de paso que no ocurre con los servos.
Los husillos de bolas son el componente de transmisión más común en los centros de mecanizado CNC. Un husillo de bolas clase C3 rectificado con precisión puede lograr una precisión posicional de ±0,003 mm por 300 mm de recorrido . Los husillos de bolas laminados, que son menos costosos, normalmente entregan ±0,05 mm en la misma distancia, lo que es aceptable para trabajos generales, pero no para aplicaciones aeroespaciales o médicas de tolerancia estricta. Algunos equipos CNC de velocidad ultraalta ahora utilizan motores lineales, que eliminan por completo el husillo de bolas y pueden alcanzar velocidades de desplazamiento rápido que exceden 120 m/min .
Servo versus paso a paso en equipos CNC: diferencias clave
- Servomotores: Corrección de errores de circuito cerrado en tiempo real, adecuada para equipos CNC de alta velocidad y alta precisión
- Motores paso a paso: Bucle abierto, menor costo, riesgo de pérdida de paso bajo carga, utilizado en enrutadores CNC y mesas de plasma de nivel básico
- Motores lineales: Sin transmisión mecánica, respuesta extremadamente rápida, utilizada en electroerosión por inmersión de alta velocidad y fresado de alta frecuencia.
El dispositivo de retroalimentación: cerrando el círculo de la precisión
El dispositivo de retroalimentación mide la posición real de la máquina y la informa a la MCU para que cualquier desviación de la posición ordenada pueda corregirse en tiempo real. Sin un dispositivo de retroalimentación, el equipo CNC funciona a ciegas: envía comandos y espera que los mecánicos los ejecuten exactamente. Con retroalimentación, el sistema puede detectar y compensar el desgaste del husillo de bolas, la expansión térmica y la deflexión inducida por la carga.
Los codificadores rotativos son el dispositivo de retroalimentación más común en los centros de torneado y mecanizado CNC. Se montan en el eje del servomotor y miden la posición de rotación. Las escalas lineales, montadas directamente en los ejes de la máquina, brindan una precisión aún mayor porque miden la posición real de la mesa en lugar de inferirla de la rotación del motor, eliminando cualquier error introducido por el juego o el desgaste del husillo de bolas. Los equipos CNC de alta gama utilizados en la fabricación de moldes y componentes ópticos utilizan escalas lineales con resoluciones de 0,0001 mm (0,1 micras) .
La compensación de temperatura es otra función manejada por el sistema de retroalimentación en equipos CNC premium. A medida que una máquina se calienta durante el funcionamiento, la expansión térmica puede cambiar la posición del eje en varias micras. Las máquinas equipadas con sensores térmicos y algoritmos de compensación, como Thermal Shield de Mazak o CELOS Active Chatter Control de DMG Mori, ajustan continuamente las compensaciones de los ejes para mantener la estabilidad dimensional en tiradas de producción largas.
La unidad de visualización: la ventana del operador dentro de la máquina
La unidad de visualización, comúnmente llamada interfaz hombre-máquina (HMI) o panel del operador, es donde el operador monitorea el estado de la máquina, edita programas, establece compensaciones de herramientas y responde a alarmas. En los equipos CNC más antiguos, se trataba de una pequeña pantalla monocromática con un teclado físico. Los equipos CNC modernos cuentan con grandes pantallas táctiles en color, a menudo de 15 a 21 pulgadas, con simulación gráfica, vista previa de trayectoria de herramienta en 3D y capacidad de programación conversacional.
La usabilidad de la unidad de visualización afecta directamente la rapidez con la que los operadores pueden configurar trabajos y responder a los problemas. Una HMI bien diseñada reduce la carga cognitiva del operador, especialmente durante configuraciones de varios pasos que implican cambios de herramientas, compensaciones de trabajo y alineación de accesorios. Las interfaces conversacionales, como MAZATROL de Mazak u OSP de Okuma, permiten a los operadores programar piezas utilizando entradas de geometría en lugar de código G sin formato, lo que reduce significativamente el tiempo de programación para piezas prismáticas y operaciones de torneado.
Las unidades de visualización en red en equipos CNC conectados a IIoT pueden enviar datos en tiempo real a MES (Sistemas de ejecución de fabricación), lo que permite el monitoreo remoto de la carga del husillo, la vida útil de la herramienta, el recuento de ciclos y el historial de alarmas. Informe de instalaciones que ejecutan equipos CNC conectados Mejoras del 15 al 25 % en OEE (efectividad general del equipo) utilizando estos datos para eliminar el tiempo de inactividad no planificado y optimizar los programas de mantenimiento preventivo.
La herramienta de corte y el sistema de sujeción: dónde realmente se elimina el metal
La herramienta de corte y el sistema de sujeción representan la interfaz final entre el equipo CNC y la materia prima. No importa cuán precisa sea la MCU, cuán rígida sea la máquina herramienta o cuán preciso sea el sistema de retroalimentación, una herramienta de corte desgastada o una pieza de trabajo mal sujeta producirán desechos. Estos componentes a menudo son subestimados en las discusiones sobre la arquitectura de las máquinas CNC, pero son el punto en el que el resto del rendimiento del sistema se logra o se desperdicia.
Las herramientas de corte para equipos CNC suelen ser insertos de carburo o fresas, taladros y escariadores de carburo sólido. Los recubrimientos (TiN, TiAlN, DLC y AlCrN) extienden drásticamente la vida útil de la herramienta y permiten velocidades de corte más altas. Un inserto de carburo recubierto de TiAlN puede funcionar a velocidades de corte 40 a 60% más rápido que un equivalente sin recubrimiento al mecanizar aceros endurecidos, lo que reduce directamente el tiempo del ciclo y el costo por pieza.
La sujeción de piezas en equipos CNC incluye prensas, mandriles, pinzas, placas de fijación y sistemas de sujeción hidráulicos o neumáticos. La elección del soporte afecta el tiempo de preparación, la repetibilidad de las piezas y la cantidad de operaciones que se pueden completar en una sola preparación. Los sistemas de sujeción de punto cero, como los de Schunk, Erowa o AMF, permiten precargar paletas fuera de línea y colocarlas en la máquina en menos de 30 segundos con una repetibilidad de menos de 0,005 mm , haciéndolos estándar en las celdas de equipos CNC automatizados.
Tipos de herramientas de corte comunes utilizadas en equipos CNC
| Tipo de herramienta | Aplicación de equipos CNC | Material típico |
|---|---|---|
| Inserto de carburo | Torneado, mandrinado, fresado | Acero, hierro fundido, inoxidable. |
| Fresa de carburo sólido | Contornear, embolsar, ranurar | Aluminio, titanio, acero endurecido. |
| Taladro helicoidal | Perforación en centros de mecanizado | Todos los materiales de ingeniería habituales. |
| Inserto de CBN | Torneado duro (HRC 45–65) | Acero endurecido, pistas de rodamiento |
| Herramienta PCD | Acabado de aluminio de alta velocidad | Metales no ferrosos, compuestos. |
Cómo funcionan juntas las 7 partes en la práctica
Es útil comprender cada pieza de forma aislada, pero el valor real proviene de ver cómo interactúan durante un ciclo de mecanizado en vivo. Cuando un operador carga un programa a través del dispositivo de entrada y presiona inicio de ciclo, la MCU comienza a decodificar instrucciones. Ordena al sistema de conducción que acelere los ejes hasta la posición inicial; el dispositivo de retroalimentación confirma la llegada. El husillo acelera a las RPM programadas, el refrigerante se activa mediante una señal de código M y comienza el primer corte.
Durante el corte, el dispositivo de retroalimentación muestrea continuamente la posición del eje, a menudo a velocidades de 2.000 a 8.000 veces por segundo en los servosistemas modernos. Si la fuerza de corte desvía ligeramente la mesa, el servoamplificador ordena una entrada correctiva. La unidad de visualización muestra al operador la carga del husillo, la velocidad de avance y la posición del eje en tiempo real. Si el desgaste de la herramienta aumenta la fuerza de corte más allá de un umbral, algunos equipos CNC reducirán automáticamente la velocidad de avance para proteger la pieza y el husillo.
Este bucle continuo (ordenar, ejecutar, medir, corregir) es lo que hace que los equipos CNC sean mucho más repetibles que el mecanizado manual. Un maquinista manual experto podría mantener ±0,05 mm en un buen día. Un centro de mecanizado CNC con mantenimiento adecuado y con herramientas y sujeción de piezas de calidad sujeta ±0,005 mm de forma rutinaria, y las versiones de precisión mantienen aún más firmeza. Esa mejora diez veces mayor en la repetibilidad es el resultado directo de que las 7 piezas funcionan correctamente juntas.
¿Qué sucede cuando una pieza falla o se degrada?
Debido a que las 7 partes son interdependientes, un problema en una se propaga a través del sistema. El diagnóstico preciso de fallas en equipos CNC requiere saber qué parte es la fuente probable del síntoma que se observa.
- Deriva dimensional durante una tirada de producción: A menudo indica el dispositivo de retroalimentación (codificador desgastado, escala lineal sucia) o efectos térmicos en el sistema de accionamiento (expansión del husillo de bolas).
- Mal acabado superficial sin cambio de programa: Generalmente desgaste de la herramienta (sistema de herramientas de corte) o degradación del cojinete del husillo (estructura de la máquina herramienta).
- Alarmas de error de seguimiento de eje: Por lo general, el sistema de conducción: falla del servoamplificador, sobrecalentamiento del motor o atascamiento del husillo de bolas.
- El programa no se carga o se ejecuta incorrectamente: Falla del dispositivo de entrada, corrupción de la memoria de la MCU o problema de compatibilidad del software.
- Marcas de vibración en la superficie de la pieza: Problema de rigidez de la máquina herramienta, cojinetes de husillo desgastados o herramienta que sobresale demasiado tiempo en el sistema de sujeción de piezas/herramienta de corte.
La resolución de problemas estructurada que asigna síntomas a subsistemas de equipos CNC específicos reduce drásticamente el tiempo de diagnóstico. Los talleres que capacitan a los operadores para que piensen en términos de las 7 partes principales generalmente resuelven los problemas de las máquinas en 30 a 50% menos de tiempo en comparación con aquellos que solicitan servicio sin ningún aislamiento previo de fallas.
Evaluación de compras de equipos CNC en función de las 7 piezas principales
Al comparar equipos CNC de diferentes fabricantes o con diferentes precios, el uso del marco de 7 partes le brinda un método de evaluación estructurado. En lugar de comparar únicamente la potencia del husillo (que es lo que mencionan la mayoría de los folletos de ventas), puede evaluar cada subsistema según sus requisitos de producción específicos.
Por ejemplo, una instalación que mecaniza componentes aeroespaciales de titanio necesita una máquina herramienta rígida (vías de caja, cono de husillo grande), una MCU de alto rendimiento (con capacidad de 5 ejes, amortiguación anticipada), un sistema de accionamiento de circuito completamente cerrado con escalas lineales y refrigerante a través del husillo de alta presión en el sistema de herramientas de corte. Un taller que fabrica cajas de aluminio para productos electrónicos necesita altas velocidades de desplazamiento rápido, un cambiador de herramientas rápido y una unidad de visualización conversacional para una fácil programación; los requisitos son completamente diferentes.
El precio por sí solo es una mala guía a la hora de seleccionar equipos CNC. Una máquina con un precio de 150 000 dólares con una MCU premium, retroalimentación de escala lineal y husillos de bolas rectificados con precisión superará a una máquina de 200 000 dólares con control de presupuesto y tornillos laminados para aplicaciones que requieren tolerancias constantes por debajo de ±0,01 mm. La evaluación sistemática de cada una de las 7 piezas en comparación con los requisitos de tolerancia de piezas, el material y el volumen de producción conducirá constantemente a mejores decisiones de compra que comparar hojas de especificaciones a nivel general.
PREV:¿Qué herramientas se utilizan en el fresado vertical? Guía completa
SIGUIENTE:Cortadores utilizados en fresadoras verticales: guía completa
SIGUIENTE:Cortadores utilizados en fresadoras verticales: guía completa
¿Está interesado en cooperar o tiene preguntas?
Noticias
-
-
¿Qué es una máquina CNC? Una respuesta completa A má...
LEER MÁS -
Guía de equipos CNC ¿En qué dirección está el eje Z en una máquina CNC? ...
LEER MÁS -
Lo que realmente significa el diseño de fabricación El diseño de fabricación es la e...
LEER MÁS -
¿Qué significa mecanizado? La respuesta directa El mecanizado es un proc...
LEER MÁS -
¿Qué se trata térmicamente? La respuesta directa El tratamiento térmico es un pro...
LEER MÁS
-
Dirección de la fábrica
Parque Industrial de Zhaxi, ciudad de Nantong, provincia de Jiangsu, China (Al oeste de la Central Eléctrica de Huaneng)
-
Teléfono
+86-13615235768
+86-15950816906
-
Fax
+86-513-85632766
-
Correo electrónico
pan.director@sunwayer.com
¿Necesita ayuda?
Si no encuentra la información que busca, contacte a nuestro amable equipo de atención.
Síguenos
Derechos de autor © Nantong Sunway Science and Technology Development Co., Ltd. Todos los derechos reservados.
