

 English
English русский
русский¿Qué significa CNC? CNC significa Control Numérico por Computadora. Describe cu...
LEER MÁS
¿Cuáles son los 5 ejes de una máquina CNC? Guía completa
Contenido
- 1 Los 5 ejes de una máquina CNC, explicados claramente
- 2 Los tres ejes lineales: X, Y y Z
- 3 Los dos ejes de rotación: A, B y C
- 4 3 ejes vs 5-Axis: What the Extra Axes Actually Change
- 5 Mecanizado indexado de 5 ejes frente a mecanizado simultáneo de 5 ejes
- 6 Configuraciones comunes de máquinas de 5 ejes y sus asignaciones de ejes
- 7 Industrias y piezas que impulsan la adopción de los 5 ejes
- 8 Especificaciones clave para evaluar en un centro de mecanizado vertical CNC de 5 ejes
- 9 Consideraciones de programación para los cinco ejes
- 10 Cuándo vale la pena invertir en 5 ejes y cuándo no
Los 5 ejes de una máquina CNC, explicados claramente
Una máquina CNC opera a lo largo de múltiples ejes de movimiento y comprender cada uno de ellos es fundamental para seleccionar el equipo adecuado y programar las piezas correctamente. en un Centro de mecanizado vertical CNC de 5 ejes , la herramienta de corte o pieza de trabajo puede moverse en cinco direcciones distintas simultáneamente: tres ejes lineales (X, Y y Z) y dos ejes de rotación (A y B, o A y C, según la configuración de la máquina). Esta combinación es lo que separa el verdadero mecanizado de 5 ejes del fresado estándar de 3 ejes y es la razón por la que componentes aeroespaciales complejos, álabes de turbinas, implantes médicos y moldes automotrices se pueden completar en una sola configuración en lugar de requerir cinco o seis operaciones separadas.
La respuesta corta a la pregunta es esta: los cinco ejes son X (izquierda-derecha), Y (de adelante hacia atrás), Z (arriba-abajo) y dos ejes de rotación que inclinan o giran el cabezal del husillo o la mesa de trabajo. Cada eje añade un grado de libertad, y es la combinación de los cinco lo que permite mecanizar socavados, ángulos compuestos y superficies esculpidas con una sola sujeción de la pieza.
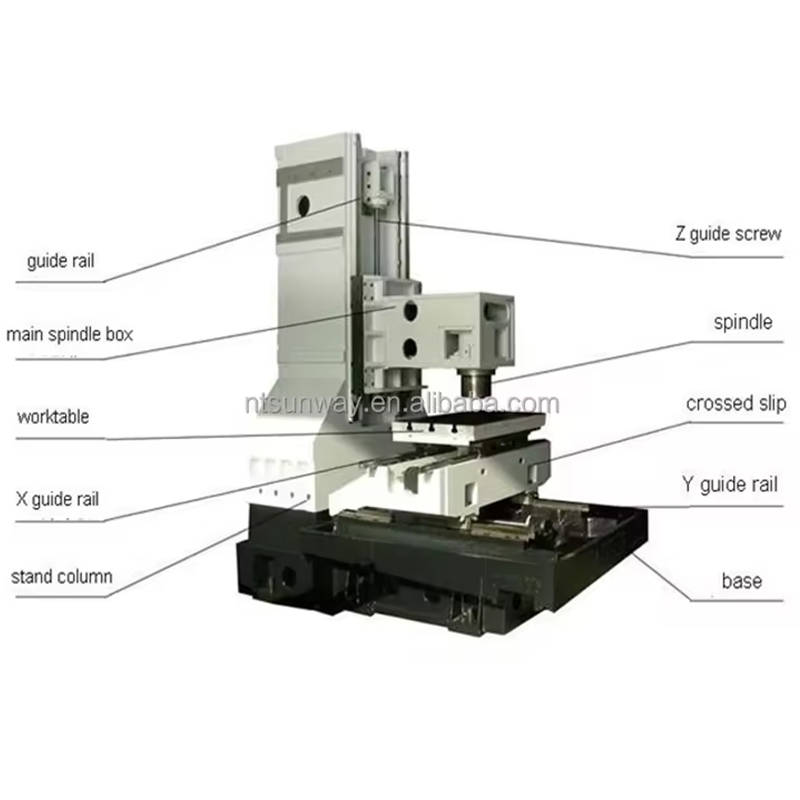
Los tres ejes lineales: X, Y y Z
Cada máquina CNC, desde el torno de 2 ejes más simple hasta un completo Centro de mecanizado vertical CNC de 5 ejes , está construido sobre la misma base de coordenadas cartesianas tridimensionales. Estos son los ejes lineales y describen un viaje en línea recta en tres planos perpendiculares.
Eje X: recorrido hacia la izquierda y hacia la derecha
El eje X define el movimiento horizontal a través de la mesa de la máquina: de lado a lado o de izquierda a derecha cuando se ve desde el frente de la máquina. En un centro de mecanizado vertical, la mesa de trabajo o la columna normalmente se mueve a lo largo de este eje. El rango de recorrido X es una de las principales especificaciones utilizadas para describir el entorno de trabajo de una máquina. Un centro de mecanizado vertical de tamaño mediano podría ofrecer 1.020 mm (aproximadamente 40 pulgadas) de recorrido en X, mientras que las grandes plataformas de 5 ejes estilo pórtico pueden superar los 3.000 mm.
Eje Y: recorrido delantero y trasero
El eje Y es la otra dirección horizontal: de adelante hacia atrás, o hacia y desde el operador. Junto con X, forma el plano horizontal y permite que la herramienta alcance cualquier punto de la superficie plana de una pieza de trabajo. En la mayoría de los centros de mecanizado verticales, el recorrido Y es algo más corto que el recorrido X. Una máquina con 1.020 mm de recorrido X podría ofrecer de 510 mm a 660 mm de recorrido Y, dependiendo de la configuración de la mesa.
Eje Z: recorrido vertical
El eje Z es un movimiento vertical: arriba y abajo. En un centro de mecanizado vertical, el husillo se mueve a lo largo de Z, hundiendo la herramienta de corte en la pieza de trabajo o retrayéndola. La profundidad de corte del eje Z está estrechamente relacionada con la rigidez del husillo de la máquina y el portaherramientas. En el mecanizado de 3 ejes, todo el corte se realiza mediante combinaciones de movimientos X, Y y Z. La limitación es que el eje de la herramienta siempre permanece paralelo a Z, lo que hace imposible mecanizar paredes empinadas, socavaciones o ángulos compuestos sin reposicionar la pieza manualmente.
Estos tres ejes por sí solos definen lo que se llama 3 ejes centro de mecanizado. Para piezas con características a las que se puede acceder desde arriba (placas planas, cavidades simples, orificios pasantes y perfiles 2D), una máquina de 3 ejes es totalmente suficiente. En el momento en que una pieza requiere superficies mecanizadas en ángulo, o características en múltiples caras, se vuelve claro el caso para agregar ejes de rotación.
Los dos ejes de rotación: A, B y C
Los ejes cuarto y quinto introducen rotación en la envolvente de corte. A diferencia de X, Y y Z, que describen el desplazamiento lineal en milímetros o pulgadas, los ejes de rotación se miden en grados. Hay tres ejes de rotación posibles en una máquina CNC (A, B y C), pero una máquina de 5 ejes utiliza solo dos de ellos, según el diseño mecánico de la máquina.
Eje A: rotación alrededor de X
El eje A es la rotación alrededor del eje X. Piense en ello como inclinarse hacia adelante y hacia atrás, como asentir. Cuando el eje A gira, la pieza de trabajo o el cabezal de corte se inclina en el plano que contiene Y y Z. La rotación del eje A se encuentra comúnmente en máquinas de 5 ejes estilo muñón, donde la mesa de trabajo se inclina para presentar la pieza en ángulo con respecto al husillo estacionario o de reposicionamiento. Un eje A de recorrido completo puede girar de -120° a 30°, o de 0° a 360° en una mesa giratoria continua.
Eje B: rotación alrededor de Y
El eje B es la rotación alrededor del eje Y, inclinándose de lado a lado o en el plano XZ. en un Centro de mecanizado vertical CNC de 5 ejes Con un cabezal de husillo giratorio, el eje B suele ser el eje que inclina el husillo, lo que le permite acercarse a la pieza de trabajo en ángulos compuestos. La rotación del eje B es la base de las configuraciones de 5 ejes tipo horquilla o cabezal giratorio, que son comunes en la fabricación aeroespacial donde es necesario mecanizar grandes paneles estructurales sin voltear la pieza.
Eje C: rotación alrededor de Z
El eje C es una rotación alrededor del eje Z, un movimiento giratorio en el plano XY, como una susan perezosa. En una máquina de 5 ejes, el eje C suele ser el componente giratorio de una mesa de muñón, lo que permite que la pieza de trabajo gire 360° para presentar diferentes caras al husillo. En un centro de fresado-torneado, la rotación del eje C combinada con herramientas impulsadas es lo que hace posible fresar planos, perforar orificios transversales y cortar estrías en una pieza torneada sin moverla a una fresadora separada.
La mayoría de las máquinas de 5 ejes utilizan una combinación A C (mesa de muñón con giratorio) o una combinación B C (cabezal giratorio con giratorio). El emparejamiento específico depende del tipo de máquina y de la aplicación. Configuraciones de muñón A C Son populares para piezas de precisión más pequeñas porque la mesa soporta la pieza de trabajo de forma rígida. Configuraciones de cabezal B C o A B Suelen preferirse para piezas de trabajo más grandes que no se pueden inclinar sobre una mesa.
3 ejes vs 5-Axis: What the Extra Axes Actually Change
La diferencia entre un 3 ejes y una máquina de 5 ejes no es simplemente que tenga más motores. Los ejes adicionales cambian lo que es físicamente posible mecanizar, cuántas configuraciones se requieren y qué calidad de superficie se puede lograr.
| Capacidad | 3 ejes CNC | Centro de mecanizado vertical CNC de 5 ejes |
|---|---|---|
| Ángulos de aproximación de la herramienta | Fijo, siempre paralelo a Z | Variable, hasta ±90° o más |
| Recortes | No es posible sin reposicionamiento manual | Alcanzable en una sola configuración |
| Configuraciones para piezas complejas | A menudo 5 a 10 o más | A menudo 1 o 2 |
| Acabado superficial en superficies curvas | Pasos visibles; se necesita más trabajo manual | Contacto de herramienta tangente; mejor rematar con menos pases |
| Longitud de la herramienta en áreas estrechas | Se requieren herramientas largas, más deflexión | Herramientas cortas utilizadas en ángulo, mejor rigidez. |
| Complejidad de programación | Bajar; trayectorias de herramientas CAM estándar | Más alto; requiere CAM de 5 ejes y posprocesador |
| Aplicaciones típicas | Placas, soportes, piezas prismáticas. | Impulsores, álabes de turbinas, moldes, implantes óseos. |
Una de las ventajas más subestimadas del mecanizado de 5 ejes es la posibilidad de utilizar herramientas de corte más cortas. En una máquina de 3 ejes, alcanzar una cavidad profunda o una pared empinada requiere una fresa de mango larga, lo que aumenta la vibración y la deflexión de la herramienta, reduce las velocidades de corte y empeora el acabado de la superficie. En una máquina de 5 ejes, el husillo se puede inclinar y la pieza se puede presentar en ángulo, por lo que una herramienta más corta y rígida alcanza las mismas características. Los talleres que utilizan equipos de 5 ejes informan habitualmente reducciones del 30 % al 50 % en el tiempo de ciclo en piezas complejas en comparación con equivalentes de 3 ejes, no porque la máquina se mueva más rápido, sino porque se suman menos configuraciones, herramientas más cortas y un mejor compromiso del cortador.
Mecanizado indexado de 5 ejes frente a mecanizado simultáneo de 5 ejes
Ser propietario de una máquina de 5 ejes no significa automáticamente que cada operación utilice los cinco ejes al mismo tiempo. Hay dos formas fundamentalmente diferentes de utilizar los cinco ejes, y comprender la distinción es importante para la programación, la configuración y la cotización.
3 2 Indexación (posicional de 5 ejes)
En el mecanizado 3 2, los dos ejes de rotación se utilizan para inclinar la pieza o el husillo a un ángulo fijo, y luego el corte se realiza utilizando solo los tres ejes lineales. Los ejes de rotación no se mueven durante el corte; mantienen su posición mientras X, Y y Z hacen el trabajo. A esto a veces se le llama posicional de 5 ejes o indexado de 5 ejes. Es la forma más común en que se utilizan las máquinas de 5 ejes en los talleres de trabajo, porque reduce drásticamente la cantidad de accesorios y configuraciones de tornillo de banco sin requerir complejas trayectorias CAM de 5 ejes. Las demandas de control y programación son similares a las del mecanizado de 3 ejes, sólo que se aplica un desplazamiento angular. Se estima que entre el 70 % y el 80 % de las piezas mecanizadas en equipos de 5 ejes utilizan estrategias 3 2 para la mayoría de sus características.
Verdadero simultáneo de 5 ejes
En el mecanizado simultáneo de 5 ejes, los cinco ejes se mueven al mismo tiempo, ajustando continuamente la posición y orientación de la herramienta a medida que la herramienta atraviesa una superficie curva. Esto es lo que se requiere para obtener verdaderas superficies de forma libre, como las que se encuentran en los álabes de las turbinas, los álabes de los impulsores, las caras de los troqueles progresivos y los implantes ortopédicos. La punta de la herramienta sigue la superficie mientras el eje de la herramienta se inclina para mantener el ángulo de contacto óptimo, minimizando la altura del festón y produciendo un excelente acabado superficial sin necesidad de pulir a mano. Los 5 ejes simultáneos requieren un software CAM sofisticado, un posprocesamiento cuidadoso y un controlador CNC capaz de interpolar cinco ejes sin problemas. Las máquinas utilizadas en exigentes trabajos simultáneos de 5 ejes suelen presentar Husillos de accionamiento directo de alta velocidad en el rango de 15.000 a 30.000 RPM y retroalimentación de escala lineal en todos los ejes para una precisión de posición de bucle cerrado.
Configuraciones comunes de máquinas de 5 ejes y sus asignaciones de ejes
No todas las máquinas de 5 ejes implementan los ejes de rotación de la misma manera. La configuración mecánica tiene un efecto directo sobre la envolvente de trabajo, la rigidez y los tipos de piezas que maneja bien la máquina.
Mesa de muñones (A C)
La configuración más vendida para centros de mecanizado verticales de 5 ejes pequeños y medianos utiliza una mesa de muñón que se inclina en el eje A y gira en el eje C. El husillo es un husillo vertical convencional que solo se mueve en X, Y y Z. La pieza de trabajo se sujeta a la mesa giratoria, que se asienta sobre el soporte del muñón. Esta configuración es extremadamente rígida porque la pieza se apoya en ambos lados del pivote del eje A. Es ideal para compactar componentes aeroespaciales, dispositivos médicos e inserciones de moldes de precisión. La limitación es el tamaño y el peso de la pieza de trabajo: un muñón típico en una máquina de tamaño mediano puede aceptar piezas de trabajo de hasta 600 mm de diámetro y 300 kg.
Cabezal giratorio (eje B) con mesa giratoria (eje C)
En este diseño, el husillo se inclina sobre el eje B (rotación alrededor de Y) y una mesa giratoria proporciona la rotación del eje C. La pieza de trabajo se asienta sobre una mesa plana convencional o sobre un soporte giratorio. Debido a que es el husillo el que se inclina en lugar de la pieza de trabajo, no hay restricción en el peso de la pieza de trabajo debido a la rotación. Esta configuración es popular para piezas aeroespaciales estructurales grandes y piezas de trabajo largas como extrusiones y marcos de fuselaje, donde la pieza simplemente no se puede inclinar sobre una mesa.
Cabezal giratorio tipo horquilla (A B)
Algunos de alta gama Centro de mecanizado vertical CNC de 5 ejes Los diseños mueven ambos ejes de rotación en el cabezal del husillo, con el husillo montado en una horquilla que se inclina en A y todo el conjunto de horquilla girando en B. Esto coloca todo el movimiento de rotación en el cabezal y permite utilizar toda el área de la mesa para piezas de trabajo grandes, pesadas o incómodas. Los cabezales de las horquillas normalmente pueden alcanzar de vertical a horizontal y en cualquier punto intermedio, brindando una cobertura hemisférica esencialmente completa del ángulo de aproximación de la herramienta.
Pórtico de 5 ejes
Para piezas de trabajo muy grandes (largueros de alas, hélices de barcos, bases de moldes grandes), las máquinas de 5 ejes estilo pórtico suspenden el cabezal del husillo en un puente que se desplaza sobre una mesa fija o móvil. El pórtico proporciona recorridos X e Y que a menudo superan los 5 a 10 metros, mientras que el recorrido Z lo proporciona el ariete o la pluma. Los ejes de rotación están integrados en el cabezal del husillo. Estas máquinas son menos comunes en los talleres de trabajo en general, pero son la columna vertebral de la fabricación estructural aeroespacial y la industria pesada.
Industrias y piezas que impulsan la adopción de los 5 ejes
La decisión de invertir en un centro de mecanizado vertical de 5 ejes suele estar determinada por geometrías de piezas específicas y requisitos de tolerancia. Las siguientes industrias generan constantemente trabajo que no es práctico o imposible de realizar en una máquina de 3 ejes.
- Aeroespacial: Soportes estructurales con orificios en ángulo compuesto, álabes de turbina con secciones retorcidas de perfil aerodinámico, impulsores con espacios reducidos entre álabes. Boeing, Airbus y sus proveedores confían en el mecanizado de 5 ejes para componentes estructurales de titanio y aluminio, donde las tolerancias a menudo se mantienen en ±0,025 mm en superficies complejas.
- Médico: Los implantes ortopédicos, como los componentes femorales de la rodilla y las jaulas espinales, tienen superficies lisas y anatómicamente contorneadas que deben estar libres de marcas de mecanizado para evitar aumentos de tensión in vivo. El fresado dental de prótesis de circonio y cromo cobalto se realiza casi en su totalidad en equipos de 5 ejes.
- Automotriz: Las caras de troquel progresivo para los paneles de la carrocería, los puertos del colector de admisión, las cámaras de combustión de las culatas y las carcasas del compresor del turbocompresor se benefician de la capacidad de 5 ejes. Los proveedores de componentes de carreras de alto rendimiento son usuarios particularmente habituales.
- Energía: Las carcasas de bombas, impulsores y cuerpos de válvulas para aplicaciones de petróleo y gas suelen tener conductos internos complejos. Los componentes de bujes de turbinas eólicas y las grandes carcasas de engranajes en el sector de la generación de energía también son candidatos para 5 ejes.
- Molde y troquel: Los moldes de inyección de cavidad profunda, los moldes de soplado y las matrices de forja con líneas de separación curvas se benefician de pasadas de acabado de 5 ejes que mantienen la herramienta corta y las fuerzas de corte consistentes en toda la superficie.
Un ejemplo concreto del sector aeroespacial: mecanizar una costilla estructural de aluminio con bridas de ángulo compuesto y orificios de aligeramiento en una máquina de 3 ejes requiere que el operador mecanice una cara, retire la pieza, construya un accesorio de placa angular personalizado, vuelva a indicar la pieza y mecanice las características de la brida; a menudo, de cuatro a seis configuraciones para una sola pieza. En una máquina de 5 ejes, la misma costilla se puede completar en dos configuraciones (superior e inferior), con todas las funciones de ángulo compuesto programadas directamente en la trayectoria de herramienta de 5 ejes. El tiempo de configuración se reduce de aproximadamente cuatro horas a menos de una hora, y la precisión posicional de la rotación indexada por CNC es mucho más repetible que la reinstalación manual.
Especificaciones clave para evaluar en un centro de mecanizado vertical CNC de 5 ejes
Al comparar máquinas de 5 ejes, el recuento de ejes es sólo el punto de partida. Las especificaciones siguientes determinan si una máquina puede realizar el trabajo que desea realizar.
Rango de inclinación y desplazamiento del eje giratorio
El rango angular de los ejes A y C (o B y C) determina qué funciones son accesibles sin reposicionamiento. Un muñón que se inclina sólo de -30° a 110° es insuficiente para mecanizar la parte inferior de una pieza con una sola sujeción. La rotación continua de 360° del eje C y al menos ±90° o más de inclinación del eje A cubren la gama más amplia de geometrías de piezas. Confirme si la máquina puede mantener la posición bajo carga de corte en cualquier ángulo o si utiliza un mecanismo de bloqueo que reduce la rigidez del eje mientras está desbloqueada.
Precisión de posicionamiento del eje giratorio
Las normas ISO 230-1 e ISO 230-7 definen cómo se mide la precisión del eje giratorio. Para trabajos de precisión, la precisión de posicionamiento angular de ±3 segundos de arco o mejor se espera en máquinas de 5 ejes de calidad. Algunas máquinas de alta gama con motores de torsión de accionamiento directo y codificadores de ángulo alcanzan ±1 segundo de arco. Un error de 1 segundo de arco en un radio de 300 mm se traduce en un error posicional de aproximadamente 0,0015 mm, dentro de la tolerancia para la mayoría de las piezas de precisión. Los ejes giratorios de tornillo sin fin con compensación de holgura son menos precisos y más adecuados para trabajos menos exigentes.
Cono del husillo y rango de velocidad
La mayoría de los centros de mecanizado vertical de 5 ejes utilizan herramientas HSK-A63 o BT40/CAT40. Se prefieren las herramientas HSK para trabajos de 5 ejes porque su contacto simultáneo de cara y cono proporciona mayor rigidez y mejor descentramiento, algo fundamental cuando el husillo está inclinado y las fuerzas de corte actúan en orientaciones inusuales. Son comunes las velocidades de husillo de 12.000 a 24.000 RPM, y algunos husillos de mecanizado de aluminio de alta velocidad alcanzan las 30.000 RPM o más.
Controlador CNC y compensación cinemática
El mecanizado de 5 ejes exige un controlador capaz de compensar RTCP (punto central de herramienta rotativa), a veces llamado TCP o TCPM. Esta característica mantiene la punta de la herramienta programada en la posición correcta en la pieza de trabajo incluso cuando los ejes de rotación cambian de ángulo, compensando automáticamente el desplazamiento de la longitud de la herramienta en la nueva orientación. Sin RTCP, cada cambio de ángulo requiere que el programador vuelva a calcular las posiciones de las herramientas manualmente, lo que hace que el mecanizado simultáneo de 5 ejes sea inviable. Fanuc 31i, Siemens 840D sl, Heidenhain TNC 640 y Mitsubishi M800 son los controladores que se encuentran más comúnmente en máquinas de 5 ejes de calidad y todos admiten RTCP.
Capacidad de carga de la mesa y envolvente de trabajo
La configuración del muñón limita inherentemente el peso de la pieza de trabajo porque la pieza gira con la mesa. Las máquinas de muñón de 5 ejes de tamaño mediano generalmente aceptan 200–500 kg en la mesa giratoria . Si se excede este límite, se corre el riesgo de que se produzcan imprecisiones debido a la deflexión o a la sobrecarga del accionamiento del eje. Para piezas de trabajo más pesadas, una configuración de cabezal giratorio es más apropiada, ya que la mesa está fija y el cabezal gira.
Consideraciones de programación para los cinco ejes
Escribir programas CNC para una máquina de 5 ejes es sustancialmente diferente a programar un centro de mecanizado de 3 ejes. Los ejes adicionales presentan varios desafíos de programación que requieren tanto el software adecuado como un conocimiento sólido de la cinemática de la máquina.
Requisitos del software CAM
No todos los paquetes CAM admiten una verdadera generación de trayectorias de herramientas de 5 ejes. Para trabajos indexados 3 2, la mayoría de los sistemas CAM de gama media (Mastercam, Fusion 360, SolidCAM) manejan bien la programación. Para superficies simultáneas de 5 ejes (impulsores, álabes de turbina, formas libres orgánicas), paquetes como Siemens NX, Hypermill, Tebis y Delcam PowerMILL se utilizan más comúnmente en entornos de producción debido a su seguimiento de superficie avanzado, control de ángulo de avance/retraso y algoritmos para evitar ranuras.
Precisión posprocesador
El posprocesador traduce las trayectorias de herramientas CAM en un código G específico de la máquina que tiene en cuenta la configuración cinemática de la máquina real. Un postprocesador escrito para una máquina de muñones Hermle C 400 no se puede utilizar directamente en una DMG Mori DMU 50 sin modificaciones, aunque ambas sean máquinas de 5 ejes. Un posprocesador mal configurado es la fuente más común de fallas y piezas fuera de tolerancia en máquinas de 5 ejes. Los fabricantes de máquinas herramienta y los revendedores de CAM experimentados suelen suministrar y validar postprocesadores para las máquinas compatibles.
Simulación de máquinas y detección de colisiones
Debido a que la herramienta puede acercarse a la pieza de trabajo desde casi cualquier dirección en una máquina de 5 ejes, el riesgo de que la carcasa del husillo, el portaherramientas o la herramienta de corte choquen con la pieza, el dispositivo o la mesa es significativamente mayor que en una máquina de 3 ejes. La simulación de la máquina en el entorno CAM (utilizando un modelo sólido preciso de la máquina, portaherramientas, accesorios y pieza de trabajo) no es opcional para trabajos de 5 ejes; Es un paso estándar en el proceso de programación. Se utilizan paquetes de software como VERICUT, NCSimul y herramientas de simulación integradas en los sistemas CAM para verificar que todo el programa esté libre de colisiones antes de ejecutarlo en la máquina.
Cuándo vale la pena invertir en 5 ejes y cuándo no
El precio de compra de un centro de mecanizado vertical de 5 ejes de calidad suele ser de dos a cuatro veces mayor que el de una máquina equivalente de 3 ejes. El costo adicional se justifica cuando el trabajo lo exige, pero para los talleres que utilizan principalmente piezas prismáticas o 2,5D, la economía del mecanizado de 3 ejes sigue siendo sólida.
La inversión en 5 ejes está claramente justificada cuando:
- Las piezas tienen características de ángulo compuesto, socavados o superficies esculpidas que requieren múltiples configuraciones manuales en una máquina de 3 ejes.
- El material de la pieza de trabajo es costoso (titanio, Inconel, acero inoxidable de grado médico) y el costo de los desechos debido a errores de reposicionamiento manual es alto.
- Las tolerancias de las piezas requieren un mejor acabado superficial que el que pueden lograr los patrones de paso de 3 ejes.
- Los volúmenes de producción son suficientes para amortizar el mayor coste de la máquina y la inversión en programación.
- El taller está compitiendo por contratos aeroespaciales, médicos o de defensa donde esencialmente se requiere capacidad de 5 ejes para cotizar.
Los 3 ejes siguen siendo la mejor opción cuando:
- La mayor parte del trabajo consta de placas planas, bolsillos simples y funciones accesibles desde una dirección.
- Los volúmenes de piezas son altos y los tiempos de ciclo son cortos, lo que hace que la eficiencia de la preparación sea más importante que la reducción de la preparación.
- El taller no tiene (y no puede contratar fácilmente) programadores con experiencia en CAM de 5 ejes.
- El presupuesto de capital es limitado y una máquina de 3 ejes de mayor calidad ofrece un retorno más inmediato que una máquina de 5 ejes de menor calidad.
Un término medio práctico que adoptan muchas tiendas es comprar un producto de calidad. 3 ejes Centro de mecanizado vertical acoplado a una mesa giratoria de cuarto eje. Esto permite el mecanizado indexado de 4 ejes por una fracción del costo de una máquina completa de 5 ejes y cubre un gran porcentaje de piezas que de otro modo requerirían capacidad de 5 ejes, específicamente aquellas que necesitan rotación para acceder a múltiples caras pero que no requieren un contorneado simultáneo de 5 ejes.
PREV:¿Qué se trata térmicamente?
SIGUIENTE:¿Qué es el código G en una máquina CNC? Comandos, tipos y cómo funciona
SIGUIENTE:¿Qué es el código G en una máquina CNC? Comandos, tipos y cómo funciona
¿Está interesado en cooperar o tiene preguntas?
Noticias
-
-
¿Qué es la programación CNC? La programación CNC es el proceso de escribir un conjun...
LEER MÁS -
¿Qué es una máquina cortadora de alambre CNC? Una máquina cortadora de alambre CNC e...
LEER MÁS -
¿Qué es una máquina CNC? Una respuesta completa A má...
LEER MÁS -
Guía de equipos CNC ¿En qué dirección está el eje Z en una máquina CNC? ...
LEER MÁS -
Lo que realmente significa el diseño de fabricación El diseño de fabricación es la e...
LEER MÁS
-
Dirección de la fábrica
Parque Industrial de Zhaxi, ciudad de Nantong, provincia de Jiangsu, China (Al oeste de la Central Eléctrica de Huaneng)
-
Teléfono
+86-13615235768
+86-15950816906
-
Fax
+86-513-85632766
-
Correo electrónico
pan.director@sunwayer.com
¿Necesita ayuda?
Si no encuentra la información que busca, contacte a nuestro amable equipo de atención.
Síguenos
Derechos de autor © Nantong Sunway Science and Technology Development Co., Ltd. Todos los derechos reservados.
